2026-06-17

导语:本文方法自动提取的工艺模板在控制需求信息供给上已接近人工编写伪代码级细粒度知识描述的水平在功能块级任务上基于图结构的知识组织成功缓解了向量检索在维持功能关联完整性上的系统性缺陷
工业 PLC开发的核心难点并非编程语法本身,而在于控制逻辑中大量依赖领域工艺知识的设计决策 -- 包括联锁保护的触发时机、设备间的协同约束关系,以及参数取值背后的工艺依据等。这类知识在工业环境中普遍以三种形式存在:隐含于历史程序的控制逻辑、积累于工程师经验的判断依据,以及分散于内部文档的自然语言描述。在此背景下,当具备足够工程积累时,工业 PLC 代码的开发可被描述为一个知识组织问题:系统功能由工艺规范严格界定,具体实现方式则高度依赖于工程团队的历史经验积累。
而与此同时,在非标产线设计场景中,其底层功能单元具备可复用性,实际开发过程中则需要面对大量个性化需求。大语言模型 (LLM) 在通用代码生成领域已展现出较强能力, 但工艺知识的隐性特征则使其在工业 PLC 场景中难以直接应用。在缺乏有效知识供给的情况下,即使 LLM 生成的代码在语法层面符合规范,在实际工程应用中也往往难以满足复杂的工艺需求。尽管检索增强生成 (RAG) 技术为引入外部知识提供了一条可行的技术路径,但在工业控制场景下,传统基于文本语义相似度的检索方法仍然面临两层结构性障碍:
第一层障碍是知识可访问性问题。工业历史程序多以梯形图 (LAD) 等图形化语言格式存储,LLM 难以直接解析语义;同时,控制逻辑设计中大量基于领域经验的判断缺乏系统性记录;现有的书面规范也多以自然语言形式零散分布于企业内部系统中,缺乏便于检索的结构化索引。因此,传统 RAG 方法所依赖的可索引知识源在此场景下并不天然成立。
第二层障碍是功能关联完整性问题。即便知识可访问性问题得到解决,一个完整的控制功能块通常由若干代码段组成,这些代码段在功能上属于同一整体,但在语义层面并不具备必然关联。向量检索对此难以保证完整召回,且有限的 Top-k 配额容易被跨系统的大量语义相近片段稀释,导致功能关联信息的系统性缺失。
上述两层障碍源于同一根本问题:工艺知识缺乏显式的结构化组织,其功能组合关系尚未被明确建模。基于上述分析,本文提出了一种面向工业 PLC 场景的工艺知识工程方法,以对 LAD 格式为主的历史程序进行结构化解析为基础,构建具备层级结构与工艺约束细节的领域知识图谱,实现跨产线场景下工艺知识的复用与检索。
1 相关工作
当前,知识图谱在工业制造领域的应用已有较多探索。知识图谱作为语义知识的结构化表示工具,近年来在工业领域获得广泛关注。徐增林等人对知识图谱的核心技术进行了系统梳理,涵盖知识表示、存储与推理等关键环节; 刘峤等对知识图谱的构建技术进行了全面综述,归纳了实体识别、关系抽取与图谱融合的主流方法。上述研究为知识图谱在工业场景的应用奠定了技术基础,但其建模对象主要集中在通用知识组织层面,尚缺乏对工业控制逻辑协同结构的针对性表达能力。
VASWANI等提出的Transformer 架构奠定了大语言模型的技术基础。随后,在代码生成领域,Austin 等进一步验证了 LLM 在程序合成任务上的有效性 。而针对工业 PLC 编程场景,FAKIH 等提出 LLM4PLC 框架,实现了基于 LLM 的可验证 PLC 代码自动生成;HAAG 等探索了通过在线反馈训练 LLM 生成 IEC 61131-3 结构化文本的方法; 李知铖研究了面向 ST 语言的代码生成与形式化验证方法。这些工作展示了 LLM 在工业代码生成领域的潜力,但均缺乏对工艺知识的显式化组织机制。
在外部知识引入方面,LEWIS 等提出的检索增强生成 (RAG) 框架为在 LLM 推理阶段动态引入外部知识提供了通用技术路径,GAO 等对 RAG 的技术体系进行了系统综述。针对图结构知识的检索局限,EDGE 等提出了 GraphRAG 方法,通过构建知识图谱并以社区摘要为单元驱动检索;HAN 等进一步构建了面向图检索增强生成的统一系统框架。上述研究表明,显式的图结构组织能够有效弥补向量检索在关联完整性上的不足,为本文方法提供了技术参照。
然而,上述工作在工业 PLC 场景下仍存在明显空白:现有知识图谱研究缺乏对控制逻辑协同结构的表达能力;PLC 代码生成工作尚未建立面向历史控制代码的工艺知识提取与组织机制;通用 RAG 方法的语义向量检索在功能关联完整性上存在结构性缺陷,难以保证功能块级代码段的完整召回。本文针对上述空白,提出面向 LAD 程序 的三层解析机制与双向融合的知识图谱构建策略。
2 方法
2.1 问题定义与整体框架
工业 PLC 代码生成中的工艺知识组织问题,本质上是一个知识工程任务:如何将工业产线中原本不可访问的工艺知识 -- 包括历史 LAD 程序、产线设计规范与工程师经验 -- 转化为结构化的可检索形式,使工程师以自然语言描述需求时,系统能够从中准确召回相关工艺上下文,进而支持大语言模型生成满足工艺要求的 PLC 代码。
这一知识工程任务可分解为两个子问题:第一,将不可访问的知识转化为可检索的结构化表示 (可访问性问题); 第二,将离散的工艺片段组织为功能完整的关联结构 (关联完整性问题)。
为解决上述问题,本文提出了双层知识图谱模式与双向融合构建策略。双层图谱模式通过知识框架层与控制逻辑层的协同,实现从系统架构到控制逻辑的完整知识表达;双向融合构建策略 通过自顶向下建立功能归属骨架、自底向上提取工艺逻辑模板,并经由变量语义对齐进行融合。
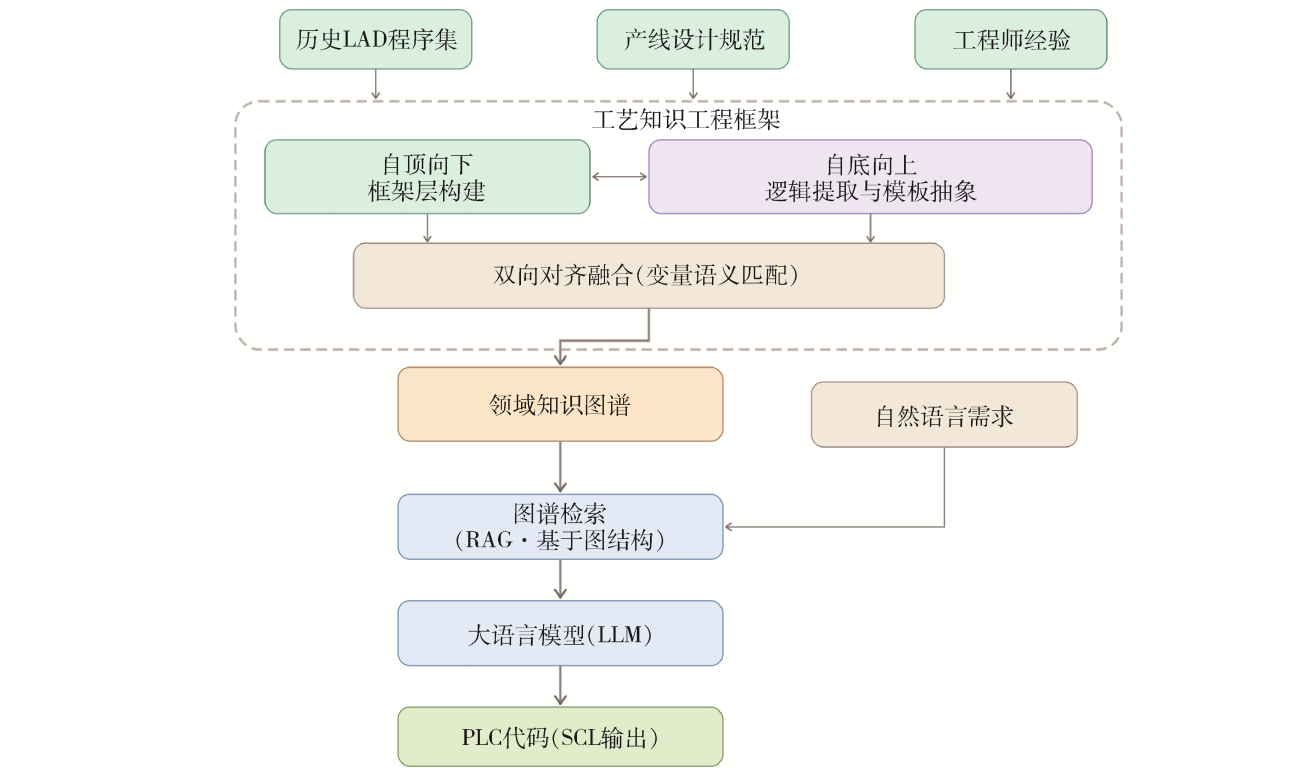
图1 工艺知识工程整体框架
2.2 双层知识图谱模式
2.2.1 设计理念
工业控制领域的知识具有双重属性:一方面,产线的系统架构、功能划分与设备归属关系构成 了知识的组织框架,这类知识相对稳定,在产线 设计之初即已确定;另一方面,具体的控制逻辑、 触发条件与设备协同约束构成了知识的实现细节,这类知识沉淀于历史代码中,随工艺经验积累而 演化。传统的平面知识表示难以同时刻画这两类 知识的不同特性:若将所有知识置于同一层级,则组织框架与实现细节混杂,难以按功能层级检 索;若仅建立组织框架,则缺失控制逻辑的实现 细节,无法支撑代码生成。
基于这一认识,本文提出双层图谱模式:知识框架层负责组织结构,控制逻辑层负责实现细 节。这一分层设计实现了框架稳定性与逻辑可复 用性的解耦:框架层一旦建立即可长期复用,逻 辑层持续从历史代码中提取模板并挂载到框架层 的相应位置。
2.2.2 图谱结构
图谱模式设计的首要问题是建模粒度,它决 定了节点类型体系与边关系设计的复杂程度。在 研究初期,本文尝试通过细分的节点类型与边关 系在图结构层面表达控制语义。试验性建图时,则发现在这一方法下,跨设备的协调逻辑 (如:A、 B 设备的传感器均触发后,B 设备做出响应,并触 发下级进一步联动) 将导致边的数量急剧膨胀,且 逻辑语义因被分散到多条边上而变得无法完整表 达 -- 对于这种情况,最终仍需在节点文本中补 充说明,形成了图结构承载语义、文本兜底语义 的冗余。基于此试错经验,本文将建模粒度收敛 至设备层,边关系同步收敛至结构性连接,工艺 实现逻辑则统一封装进节点内部。
知识框架层记录产线的功能层级结构,依据逻 辑系统架构组织节点类型 (系统、子系统与设备), 通过包含关系还原产线的整体架构。该层体现的是 工程师在设计产线时的功能划分思路,而非物理设 备的空间拓扑 -- 同一台电机在不同子系统中可能 承担截然不同的功能角色。进而,为消除歧义,本 文引入面向上下文的实例化策略:同一物理设备在 不同功能语境下被实例化为多个逻辑功能单元节 点,每个节点与其所属的子系统上下文显式绑定。 其优势在于,检索某个功能语境下的设备时,取回 的是该语境下的专属节点及其关联的控制逻辑,而 不是混杂了所有功能的全局节点。
控制逻辑层则由功能块节点与控制逻辑描述 节点构成。功能块节点封装标准化的算法模块 (如 PID 控制器、斜坡发生器等) 的描述与调用方法,控制逻辑描述节点封装触发条件、分支决策逻辑 与输出动作等工艺约束信息。
在整体拓扑上,图谱呈现为以功能层级为主 轴的有向无环图 (DAG)。知识框架层严格遵循树 状结构,保证功能归属的确定性。控制逻辑层则 在此基础上引入受限的多父关联机制,通过允许 单个控制逻辑节点拥有多个父节点,将跨设备的 协同依赖关系直接表达为图中的结构关系。这一 多父关联结构仅在控制逻辑层出现,且仅用于表 达明确的跨设备协同依赖;知识框架层仍然维持 严格的树状结构,确保功能层级的确定性。
以 “挤出系统” 局部子图为例。在知识框 架层 (树状结构) 中,产线按功能被逐级拆解为 “单螺杆挤出系统”、“挤出机”, 直至具体的实体 设备节点 “主挤出机” 与 “计量泵”。在控制逻辑 层 (DAG 结构) 中,则展示了一个典型的电机协同 控制形态 --“主挤出电机计量泵下料量同步控 制”。该逻辑节点通过 “功能归属关联”(实线) 挂 载于 “主挤出机” 之下,同时通过 “跨设备协同 关联”(虚线) 与 “计量泵” 相连,显式表达了该 功能对于这两台设备间的协同依赖。此外,该节 点内部不仅封装了高层语义,还完整保留了底层 的工艺约束细节:如基于 “同步启动” 等条件的 置位逻辑、包含 “急停” 与 “泵停机” 的复位逻 辑,以及 “N_TRIG (上升沿捕捉) 与 SR 锁存” 的 底层触发结构。这种表示方式既明确了电机控制 的功能归属,又精准保留了生成可靠 PLC 代码所 需的时序与联锁细节。
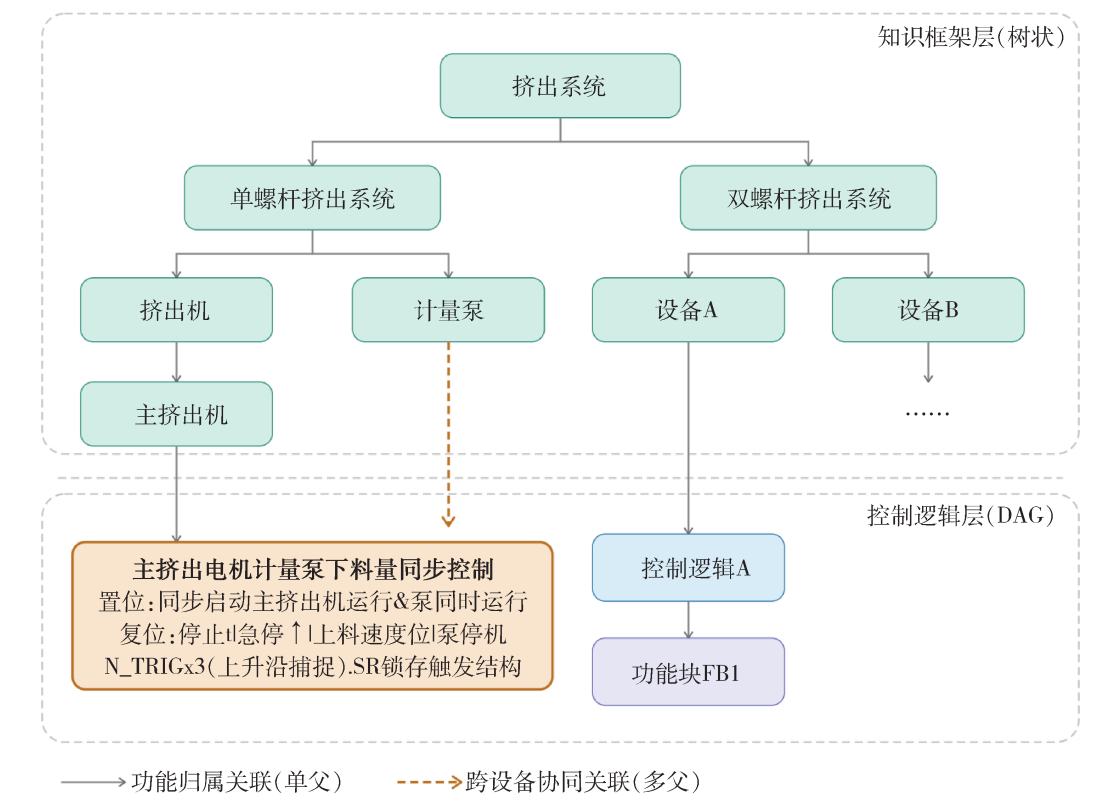
图2 双层知识图谱结构示意图
2.3 双向融合的图谱构建策略
2.3.1 构建原则与数据准备
本文采用 "框架优先、逻辑填充" 的双阶段构建 策略。第一阶段通过自顶向下方式建立知识框架 层,为工艺知识确立功能归属关系;第二阶段通 过自底向上方式从历史代码中提取控制逻辑,并 借助变量语义实现与框架层的对齐。
数据来源方面,本研究采集了同一产线族下 多条历史产线的代码数据。同类子系统在不同产 线实例中的重复部署,使得各产线积累了独立的 历史代码库。该多产线数据源带来两方面优势:一方面,同类子系统在不同产线实例中的代码对 比,可实证识别跨产线稳定组件与实例相关组件,为模板抽象提供数据依据;另一方面,多产线提 取的公共模板在构建过程中已完成跨产线适用性 的隐式验证。
2.3.2 自顶向下的框架层构建
框架层构建在资深工程师帮助下依据产线设 计思路完成,通过系统性映射从系统级到设备级 的实体节点,形成图谱的骨架结构。该环节的关 键作用在于为工艺知识建立功能归属体系。缺少 该框架层,代码提取的工艺模板将成为缺乏组织 关系的离散片段,无法实现基于功能层级的检索 与复用。这一构建过程属于一次性人工投入,其 成果可作为知识组织骨架长期复用。针对产线族 内的同类产线开发,框架层拓扑结构具有稳定性,仅在引入新设备类型时需扩展相应节点,整体框 架无需重构。
2.3.3 自底向上的控制逻辑提取与模板抽象
控制逻辑的提取以 LAD 格式的历史程序为主 要数据来源,并按照结构、语义和逻辑三个层次 逐步展开。
在结构层,首先以程序中的模块化组织单元 为边界对代码进行划分,识别出具有明确功能指 向的代码段,并将其作为知识组织的基本单元。 之所以选择这一粒度,是因为单个代码段通常对 应一个相对独立的功能意图:相比细粒度的原子 操作,它避免了信息的过度碎片化;同时又保留 了足够的功能完整性,便于后续复用与抽象。
在语义层,重点对程序中的变量标识符进行 解析与重建,恢复其完整的逻辑命名。该过程之 所以可行,依赖于历史 LAD 程序中已实现的 “物 理地址 - 逻辑变量” 解耦机制。具体来说,底层 的物理地址通过统一的映射方式被转换为具有语 义的逻辑变量,从而使解析结果能够直接反映工 艺含义 (例如 “子系统 A. 电机 1. 启动信号”), 而 不是难以理解的硬件地址 (如 “I0.3”)。这一步实 际上为后续的知识抽象提供了可读、可解释的语 义基础。
在逻辑层,则进一步识别程序中的控制元件 (如触点、线圈以及各类功能块调用), 并解析它 们之间的连接关系,以还原信号的传递路径和整 体控制流程。在这一过程中,功能块调用会被显 式提取并保留其调用关系,从而保证在跨产线复 用时,标准功能块的使用语义不会被破坏。
经过上述三层处理,原始程序被转化为一种 与具体硬件配置解耦的抽象表示:结构层界定了 知识的组织粒度,语义层保证了变量的可读性与 可理解性,而逻辑层则保留了关键的控制关系。 在此基础上,系统进一步执行模板抽象,其核心 在于区分 “稳定部分” 和 “实例化参数”。
这一划分来源于对工业控制逻辑构成方式的 归纳。尽管非标产线的控制程序在形式上差异较 大,但其内在结构通常可以归结为几类相对稳定 的模块组合:一类是面向单机设备的控制逻辑,如电机启停、保护及状态反馈,这部分在同类设 备之间具有较高一致性;一类是通用算法模块,如 PID 调节、斜坡发生器或滤波器,其内部逻辑基 本固定,常以功能块形式封装;此外还包括数据 结构定义 (如 HMI 数据块、IO 映射数据块), 以及 描述设备间交互关系的控制拓扑结构。这些要素 共同构成了控制逻辑的 “骨架”, 并在相似工艺场 景下表现出较强的稳定性。
基于这一认识,模板抽象将控制拓扑和语义 角色视为稳定部分:前者体现为触点的串并联结 构、触发方式及信号传递路径,后者则对应于启 动条件、联锁约束和状态输出等在逻辑中的功能 位置。两者共同决定了控制逻辑 “做什么” 以及 “如何实现”。与之相对,实例化参数主要包括两 类内容:一是变量绑定,即具体的数据块编号与 字段名称,在不同产线中需要进行替换;二是参 数取值,如功能块的默认配置,在实际调试阶段 可根据现场情况调整。
在完成上述区分后,系统会对原始程序进行 适度清理,去除与调试相关的冗余内容,并结合 功能归属补充必要说明,最终生成以语义角色为 占位符的抽象工艺模板,从而在保留工艺语义的 同时,实现对具体硬件配置的解耦。
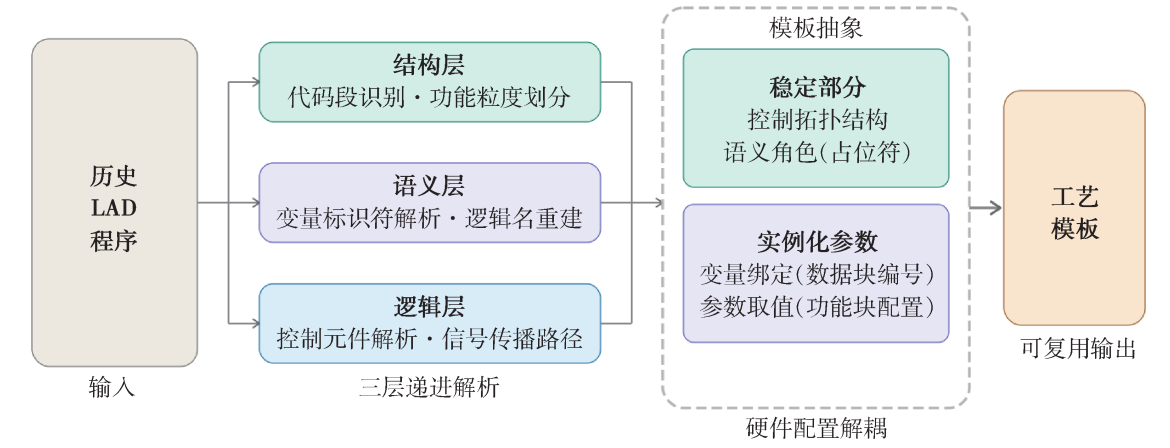
图3 三层解析与模板抽象流程示意图
2.3.4 双向对齐机制
为了确定逻辑模板在框架层中的具体位置,并实现两个阶段成果的对齐,本文采用了一种基 于变量语义编码的匹配机制。这一机制得以成立 的前提,在于产线历史代码严密的组织结构与命 名规范。
在本文研究的产线历史代码中,工程项目包 含若干程序块,分为功能 (FC) 与功能块 (FB) 两类 --FC 承载特定子系统的控制拓扑逻辑,FB 封装 跨子系统、跨产线复用的标准功能模块;每个 FC 内部由若干网络段 (Network) 组成,对应独立的功 能意图。在这一代码体系下,变量名严格遵循 “数据块_子系统_设备_信号” 的层级编码结构。 例如,变量 “50_DB5104_外部输入数据块_横拉部 分主电机 TDO_DS_Chain_Break_State” 中,直接 编码了所属数据块类型、子系统名称、设备名称 与信号语义。这一规范是工程师在开发中有意维 护的可读性设计,构成了对齐机制能够成立的语 义前提。
基于上述特征,系统通过解析模板变量名,识别其关联的设备集合,继而与框架层中已建立 的设备节点执行匹配操作,将模板节点挂载至相 应功能位置。该对齐过程本质上是基于上述层级 编码结构的确定性语义映射,而非基于概率的预 测。因此,在遵循该工程规范的前提下,对齐的 准确率在理论上得到严格保证。同时,为应对工 程实践中单个网络段内变量名仅含缩写或编号的 情况,该语义解析以功能块 (而非单个网络段) 作 为完整的语义信息单元,利用同一功能块初始化 网络或变量注释中明确记载的完整语义进行兜底 解析。 对于跨越多个设备的控制逻辑,系统基于 前述多父节点关联机制,将模板节点同时挂载到 多个设备节点上,显式保留不同设备之间的协同 关系。
通过框架层构建与逻辑提取这两个阶段,原 本隐含在历史代码中的工艺知识被转化为一种具 备层级结构且包含实现细节的可访问知识图谱。 其中,“可访问性” 来源于三层解析与模板抽象所 形成的结构化表达,而 “关联完整性” 则依赖于 图结构本身的显式关系建模。
3 实验
3.1 实验设置
3.1.1 数据集与图谱构建
实验数据来源于内部拉膜类产线的历史代码 库,涵盖牵引系统、挤出系统、温控系统等多个 子系统,具有典型的非标自动化特征。基于 245 个 历史代码块,本文构建了覆盖七个核心子系统的 领域知识图谱。该图谱包含 607 个实体节点和 645 条关系边,存储于 Neo4j 图数据库中。
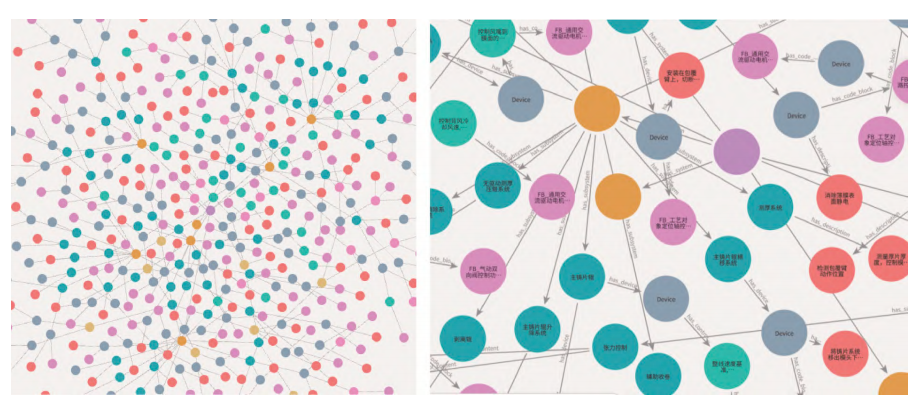
图 4 数据库部分示例
3.1.2 预实验验证
为验证知识工程步骤的必要性,本文在正式 实验前进行了两组预实验。第一组将原始 LAD 截 图及 JSON 导出文件直接提供给大语言模型,结果 表明模型无法有效解析其结构语义,该路径不具 备可行性。这一结果直接支持了本文关于可访问 性问题的论断,确认了知识工程转换的必要性。 第二组实验仅提供自然语言功能描述,不提供任 何工艺知识,模型同样无法生成符合工艺要求的 代码,这印证了引言中关于缺乏领域知识会导致 代码生成失败的判断。基于上述验证,第二组实 验条件未纳入后续的正式对比实验。
3.1.3 实验一:知识表示质量对比
针对可访问性问题,本实验通过构建不同层 次的知识输入方案,考察其对代码生成效果的影 响,旨在排除功能关联因素,独立检验知识内容 的表示质量。实验采用代码段级任务,共 30 个。 每个任务对应单一功能代码段,任务描述与目标 代码段之间存在直接的语义对应关系。任务目标 是使用大语言模型生成符合要求的 SCL 代码。
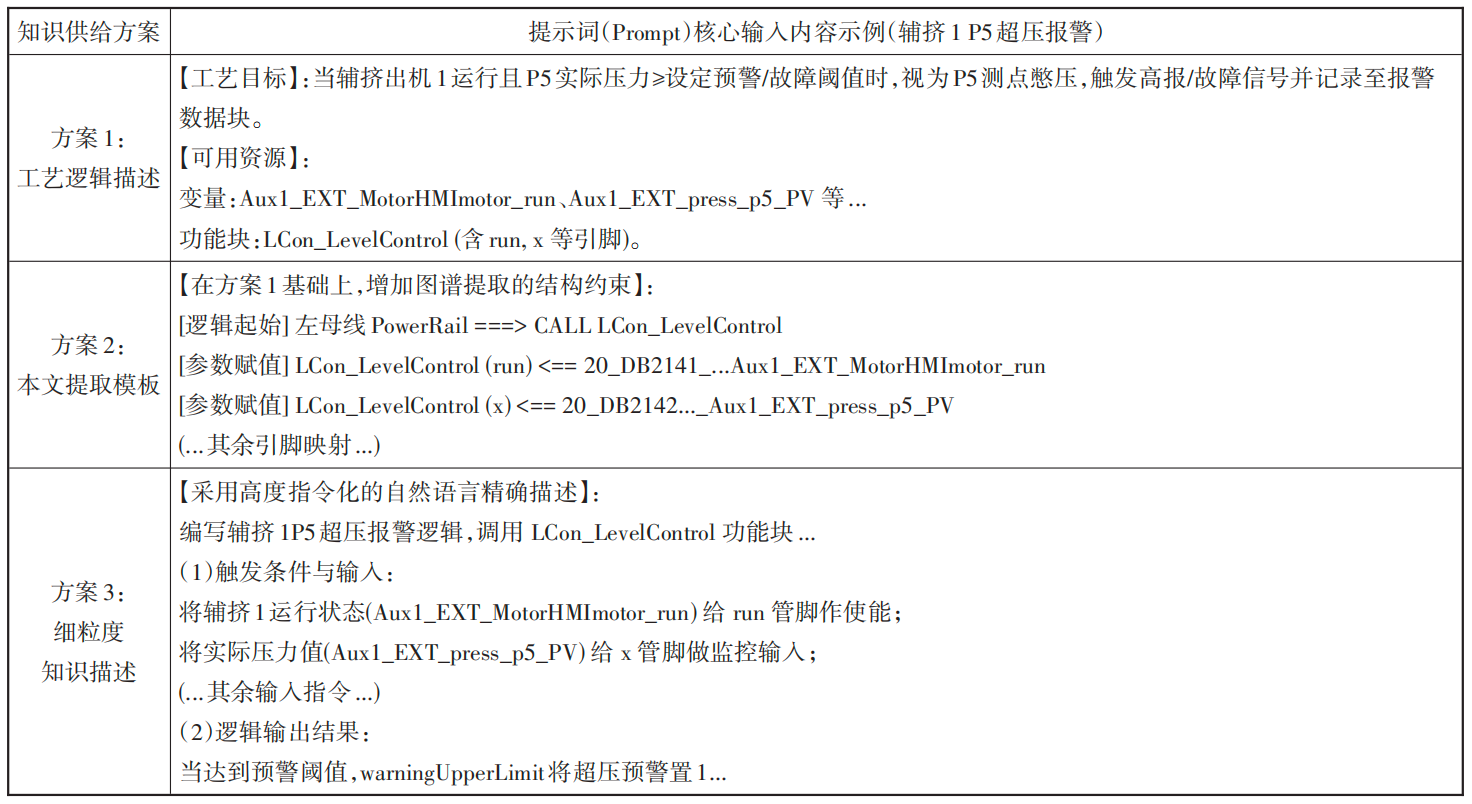
针对每个任务,本文设计了三种递进式的知 识供给方案作为提示词输入大语言模型,相邻方 案之间的差异被控制为单一变量。所有实验方案 采用统一的系统提示词配置,并使用 DeepSeekV3.1-Terminus (671B 参数,本地部署) 生成最终 SCL 代码。对于每个代码段,采用二值评判 (0/1), 评估生成结果能否精确复现目标逻辑。汇总指标 采用任务通过率,即在 30 个任务中,使用某一方 案成功生成正确代码的任务数量占比。
方案 1: 工艺逻辑描述 (知识供给 = 工艺语义)。 提供人工撰写的工艺语义信息,包括功能目标、 触发条件、涉及的变量与功能块,但不包含任何 控制结构信息。
方案 2: 本文 KG 提取模板 (知识供给 = 工艺语 义 + 控制结构)。采用本文工艺模板作为提示词。 在由本文方法提取的工艺语义信息基础上,相对 于方案 1 进一步包含从 LAD 程序提取的控制拓扑,包括触发器类型、触点串并联结构、信号传播 路径。
方案 3: 细粒度知识描述 (知识供给 = 人工上 界)。手工撰写,包含完整的代码段构成、参数配 置细节与逻辑约束描述,代表在不采用本文方法 的前提下,人工投入所能达到的知识质量上界。
表 1 各粒度知识表示示例
3.1.4 实验二:知识组织方式对比
针对关联完整性问题,本实验对比图结构组 织与文档库组织在功能块级查询下的代码段召回 效果,检验知识组织方式对功能关联完整性的影 响。实验采用功能块级任务,共10 个。每个任务 对应由多个代码段组成的完整控制功能块,代码段之间无直接语义关联,仅通过功能归属关系相 互联结,直接对应引言所述的关联完整性问题。
针对每个任务需求,本文分别采用两种知识组织方式进行检索。评价指标为代码段召回率,定义为实际召回的目标代码段数占该功能块应包 含代码段总数的比例,对所有功能块任务取平均 值作为汇总指标。
方案 1: 图检索。基于本文构建的完整知识图谱,利用图结构中的功能归属关系进行遍历,召 回目标功能块下的全部相关代码段。
方案 2: 文档库检索。将本文提取的工艺模板组织为文档库,采用语义向量检索 (使用 qwen3embedding:latest 模型), 以工程师的自然语言需 求作为查询输入,召回相关代码段。向量检索方 法选取 top10 作为报告结果。
两种方案使用完全相同的知识内容 (均为本文 提取的工艺模板), 仅在组织与检索方式上存在差 异。该设计将 "知识内容充分性" 与 "知识组织有效 性" 两个变量进行了显式解耦,通过在检索层面直 接测量知识组织结构的完整性,避免了代码生成 环节可能引入的混淆因素。
3.2 实验结果与分析
3.2.1 知识表示质量对比 (第一组)
表 2 展示了三种知识供给方案的代码生成通过 率。三组方案的通过率依次为 46.6%、73.3%、 76.6%, 结果呈现出两段性质不同的提升。
表 2 知识表示质量对比结果
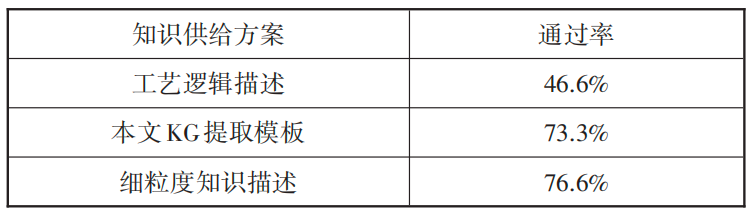
对失败案例的分析表明,所有三组实验中均存在一类共性错误:NOT 逻辑反转、OR 写成 AND、边缘条件处理不当等。这类错误源于模型自身的逻辑推理能力限制,与知识表示方式无关,在三组实验中均有出现,且占比无明显差距。该 类错误构成了非微调方法框架下的固有噪声基线。
KG 模板到细粒度知识描述的提升 (73.3%→ 76.6%) 幅度较小,仅相差 1 个任务。该差距落在上 述模型噪声范围内。需要指出的是,在非微调方 法的框架下,所有知识供给方式本质上都是以提 示词的形式作用于模型,细粒度知识描述代表了 该框架下人工可以构造的知识质量上界。KG 提取 模板与该上界之间的残余差距主要来自模型噪声,说明在当前任务设定下,本文方法在控制结构信 息供给层面已逼近该类方法的有效边界。
工艺逻辑描述到后两种方法的提升则较为显著。对该组失败案例的专项分析显示,其额外错 误主要集中在控制实现层面:应使用SR锁存的逻辑被写成直接赋值、应捕捉上升沿的条件被写成 电平判断、应检测进入目标范围的逻辑被简化为 状态直接输出。这些错误均会导致实际运行中的时序错误或逻辑竞争。然而这些时序约束并不出现在功能描述文档中,它们以控制拓扑形式内化于工程师的编程经验与历史代码写法,也印证了本文从历史代码中提取控制结构而非仅提取语义描述的核心设计动机。
3.2.2 知识组织方式对比 (第二组)
表 3 展示了两种检索方式的代码段平均召回 率。图谱遍历的平均代码段召回率为 80.0%, 语义 向量检索为 45.6%。
表 3 知识组织方式对比结果
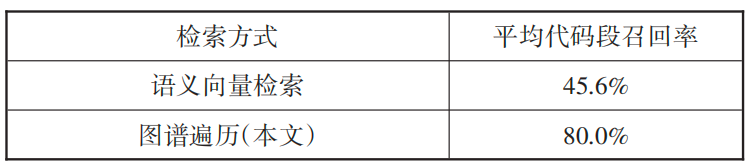
观察具体实验结果可以发现,向量检索的失 败具有系统性,其根源则在于两类问题的叠加。 第一类是语义距离不均等问题:功能块内各代码 段与高层查询意图的语义距离并不均等,部分代 码段与查询词之间并不存在词汇层面的关联。以 “牵引加热冷却单元控制” 为例,其所需代码段中 包含 “总故障复位”-- 作为通用控制逻辑,它 与 "加热冷却" 没有任何直接语义联系,向量检索 无法召回,但它在功能上是该控制单元不可缺少 的组成部分。第二类是同构子系统稀释问题:即 便某个代码段与查询词存在一定语义关联,召回 空间也会被产线中大量语义相近的跨系统片段所 占据。以 "横拉斜坡闭环控制" 为例,此功能块需 包含横拉入口速度斜坡、横拉入口速度斜坡参数 设定、横拉入口张力 PID 调节三项功能。但 “斜 坡参数设定” 与 “入口张力 PID 调节” 虽同属该 功能块,却因召回空间被纵拉斜坡、铸片斜坡、 辅挤斜坡等同类片段大量占据而无法进入 Top-k。 两类问题在功能块组成越复杂、代码段语义跨度 越大时同时恶化,最终表现为系统性的代码段 缺失。
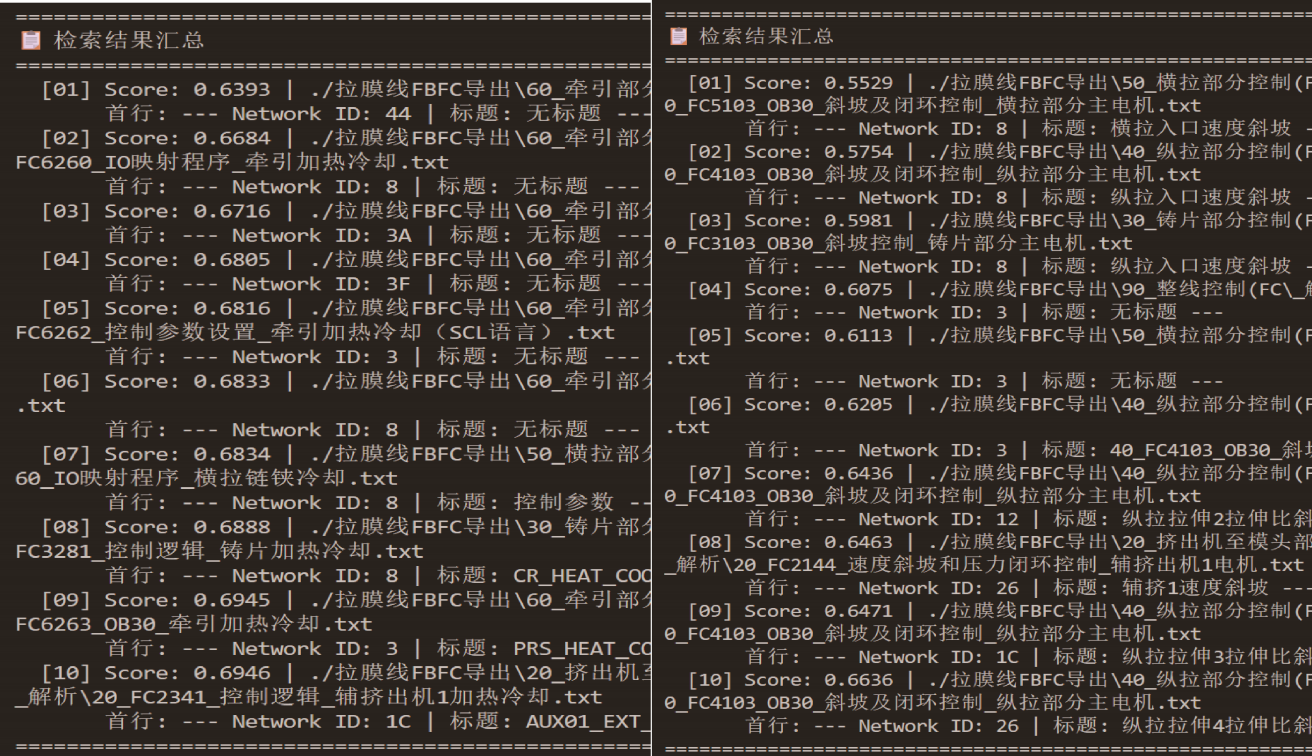
图5 RAG检索部分错误示例
图谱遍历召回率为 80.0%, 未能完整召回的部 分集中在高对称性子系统的案例中 -- 内、外循 环子系统在结构与属性上高度相似,检索机制在 少数案例中发生了子图定位错位。
值得注意的是,向量检索的表现对查询粒度 高度敏感:当用户对目标功能块所包含的功能做 出完整详细描述时,其召回率可接近图谱遍历水 平。这一观察从另一个角度说明了图谱的价值所 在 -- 它将原本需要用户承担的结构知识转移至 系统内部,使工程师能够以自然语言需求直接驱 动完整召回,而无需预先掌握功能块的内部构成。 此外,向量检索还面临一个工业场景特有的困境: Top K 是固定配额,但单个功能块所包含的代码段 数量不定,K 值的选取本身是一个折中值 -- 偏小则复杂功能块系统性缺失,偏大则引入大量跨系 统噪声。图谱遍历不存在这一问题,召回边界由 功能归属关系的图结构自然决定,适配每个功能 块的实际规模。
4 结论
本文提出了一套面向工业 PLC 开发的隐性工 艺知识工程方法,将原本不可访问、离散分布的 工艺知识转化为具有层级结构与实现细节的可访 问领域图谱。通过识别工业场景下工艺知识利用 的两层障碍,设计了双层 DAG 图谱模式与双向融 合构建策略,并以代码生成为下游评估任务,通 过知识粒度梯度实验与图 - 向量检索召回对比实验 定量验证了方法的有效性。
实验结果表明,自动提取的工艺模板在控制结构信息的供给上已接近该类方法的有效边界,与人工细粒度知识描述之间的残余差距主要来自模型噪声而非知识质量差异。对知识组织方式的召回实验进一步表明,向量检索在功能块级查询上的系统性失败根源不在算法本身,而在于功能关联结构从未被显式编码 -- 这一问题只有在知识组织层面得到解决,而本文图结构方法在检索层面成功消解了这个问题。
而与此同时,本文方法仍存在以下几方面的 局限性。在结构与属性高度相似的子系统之间 (如内循环与外循环), 仅依赖语义匹配进行子图定位 仍可能发生上下文错位,这是当前实现的主要失 效模式。引入更强的结构区分机制是下一步需要 解决的问题。框架层的建立依赖资深工程师的一次性投入,在产线种类多样、变动频繁的场景下存在持续维护成本。自底向上的工艺逻辑提取依赖物理地址与逻辑变量解耦的编程规范,则进一 步限制了方法的适用范围。
未来工作将聚焦于高对称性子系统的结构区分机制,以及框架层的半自动化构建方法,以进 一步降低知识工程的人工门槛。
原文刊载于《制造业自动化》2026年5月 作者:牛晨宇 刘新 李敏 黄及远 胡晓强
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式
中小企业数字化转型框架与总路线图