2025-07-22

导语:本文通过对核燃料元件企业智能车间建设目的现状分析构建智能车间建设蓝图实施路径并对智能车间未来趋势进行了探讨和展望以期对我国核燃料元件生产企业智能化转型升级提供借鉴和参考
1 引言
随着新一轮科技革命和产业变革的深入推进,我国核能产业“走出去”战略在加速实施,国内核燃料产业的传统壁垒和政策优势逐步削弱,核燃料元件生产也由过去以计划为导向,逐步过渡到以市场为导向,尤其是中国核电“走出去”和国内核电产业崛起后面临的核燃料元件需求增加和产能不匹配之间的矛盾、燃料元件市场化、多元化与长期以来燃料元件强计划性、产线制造单一之间的矛盾,成为目前核燃料元件生产企业面临的挑战。在国电投、中核、广核、华能和大唐等核电建设巨头多级格局形成后,为适应市场充分竞争环境的压力,客观上要求核燃料元件制造企业预判性地提前完成生产线的升级改造,加速推进智能生产车间建设,以满足今后不断提高的生产需求,在市场竞争中立于不败之地。从宏观层面来看,是响应国家政策大力发展智能制造落实制造强国战略的重要举措,也是我国制造业紧跟世界发展趋势、实现转型升级的关键所在。
党的十八大以来,我国智能制造应用规模和发展水平大幅跃升,制造业智能化发展成效明显,有力支撑了工业经济高质量发展。从核工业领域来看,核行业目前正在加速推进企业数字化,相继出台了相关政策指导性文件,把数字化、智能化建设当作强核兴企的主要抓手。智能车间建设是核燃料元件生产企业适应新时代发展要求,实现“制造”到“智造”的转型升级的必然要求。
2 核燃料元件企业车间建设目的及现状
2.1 建设目的
面向核燃料元件化工、芯块制造和组装车间产品生产过程,针对车间产线工艺流程控制与优化、监控与安全、车间物流配送、能源调度与保障等主要生产环节,通过车间智能化改造与设备智能化升级,配套系统建设,实现元件生产过程的实时监测和控制,实现柔性化、定制化小批量生产和元件产品的全周期可追溯,提升生产流程的智能化水平,降低单品生产成本,提高产品质量和制造效率,保证产品及时交付。
2.2 现状分析
受制于历史、产业独特性和国内外环境等因素影响,一是我国核燃料元件企业科研、设计、生产各环节智能化程度和水平相对较低,对标国内外一流企业,在生产协同、智能化制造、信息安全、基础设施、信息化管理和新技术应用等方面还存在较大差距,其中车间上下游生产协同是管理难点。二是元件设计研制、生产管理数字化、数据分析利用等建设尚处于跟跑阶段,部分企业在个别领域基础数据采集和积累较多,系统性的工业互联网正在加紧建设中,科研、生产管控信息的统计分析、覆盖程度低,知识共享尚未完全实现,智能化程度低。三是新技术如 5G、移动应用、智能云化等安全性还在进一步的论证中,一定程度上阻碍了元件生产企业智能化转型进程。
3 核燃料元件企业智能车间蓝图设计
核燃料元件化工车间、芯块车间和组件车间的蓝图设计首先要与国家政策及公司发展战略相匹配、相适应,要与国际一流核燃料工业基地的公司战略相适应,在保证安全的基础上必须具有领先优势,保证可持续发展、先进性和引领性。
3.1 智能车间业务能力模型
智能车间业务能力模型必须建立在客户需求订单的基础上,以需求订单为驱动并与其上游的企业管理如人力资源、财务、物料采购、生产计划和销售等业务相协同,对外连接供应商和客户,以资金流为主线横向贯通,形成企业端到端的管控;生产环节则通过原材料进厂、转化、制粒、烧结、半成品、成品仓储及产成品出厂等形成制造环节物流;下游则与车间生产设备、生产能耗、质量管理等形成管控信息流,数据自下而上汇聚,决策自上而下管控,资金流、物流、信息流三流合一,相互协同、相互作用,共同完成产品的制造过程。智能车间业务能力模型如图 1 所示。
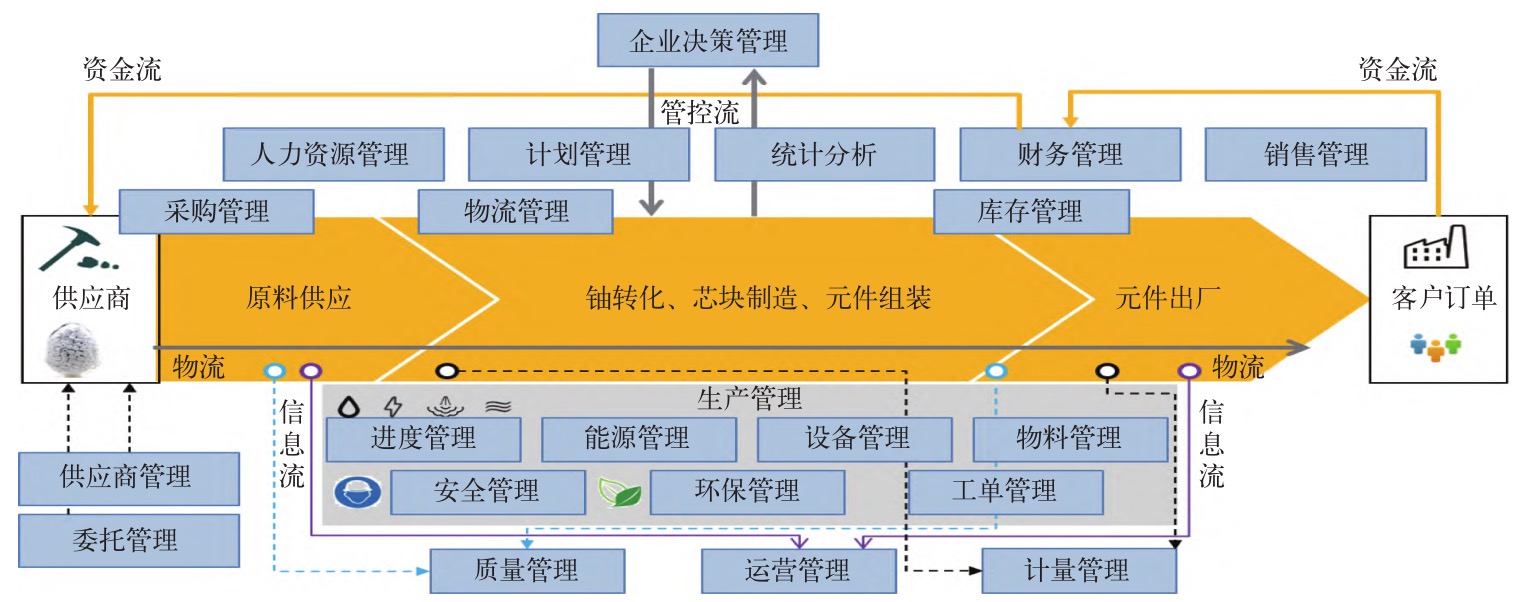
图 1 以需求为驱动的核燃料元件车间业务能力模型
3.2 智能车间应用架构
智能车间应用架构是能够支撑其业务能力的基础设施,软、硬件系统的总和。即通常意义上的“一硬、一软、一网、一平台”。 “一硬”是指智能车间的智能装备、单元及产线,是基础;“一软”是指以 MES 或 MOM 为中枢神经的软件系统,是核心支撑;“一网”是指基于系统实施的关键设备物联网,是关键保障;“一平台”是指通过工业互联网平台,将通过大数据、工业大模型打造的能力、知识经验通过平台赋能,实现自主决策和行业模式创新。智能车间应用架构如图 2 所示。
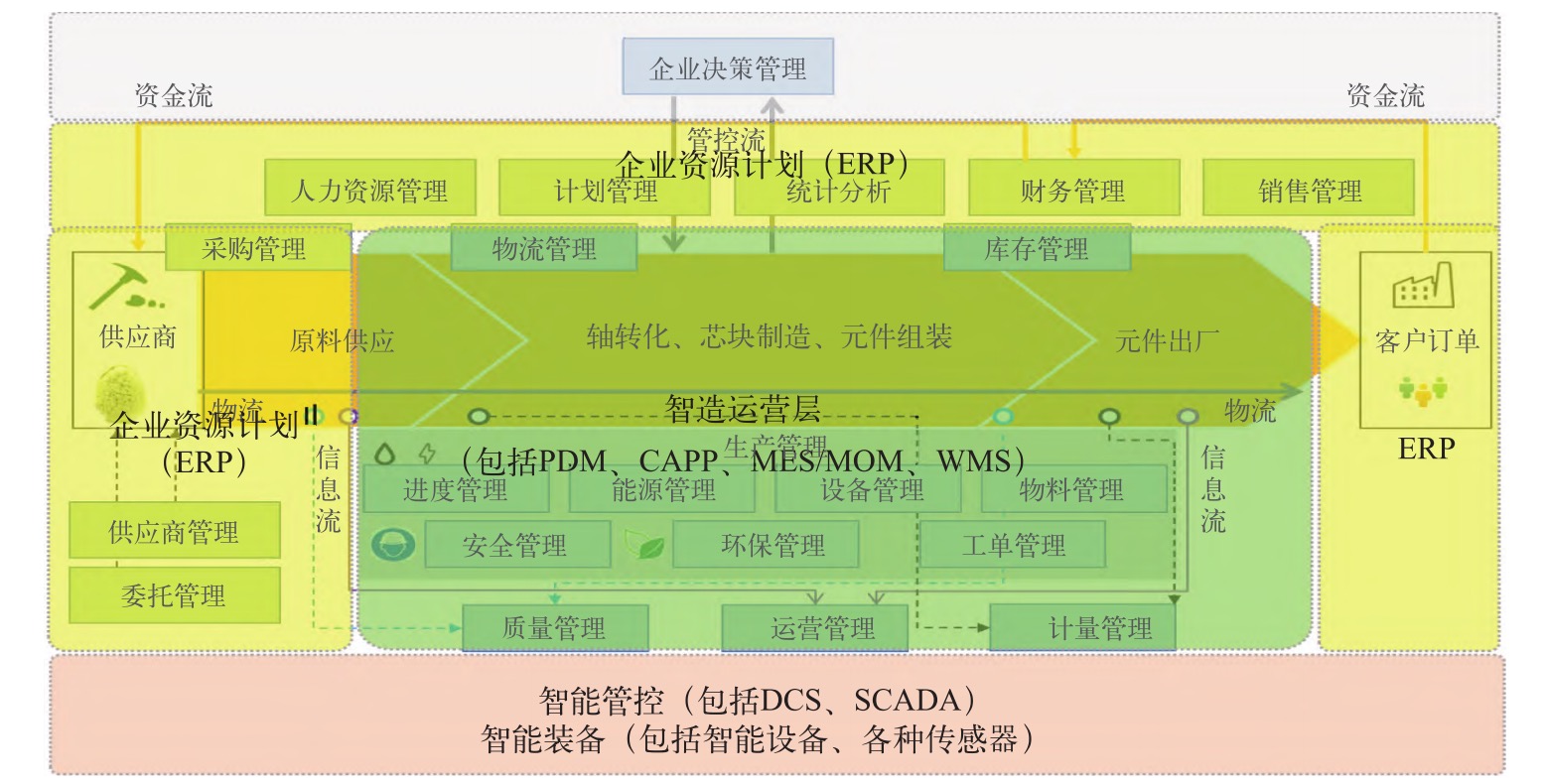
图 2 智能车间应用架构
3.3 智能车间实施路径
核燃料元件制造企业车间智能化可分三个阶段:第一阶段为可监控,车间管理人员可获得生产的实时数据并对生产过程进行全面监控,建设目标包括统一生产过程数据采集和管理、操作监控、操作指令、计划与调度管理,促进车间管控一体化,搭建实时数据平台和仓储物流系统,实施操作管理应用,达到数据可汇聚,可管理。第二阶段为可感知阶段,车间设备可数字化、广泛互联,并可实时获取数据,上下游管控一体化,对生产现场可全方位感知,整个车间智能现场设备和传感器联网,可收集和反馈过程、仪表及设备的实时检测数据,实时监控原料及产品储运、生产操作、产品质量等全过程,现场数据实时、精确,可感知、可分析、可利用。第三阶段为可决策,对车间生产过程数据进行智能化仿真验证,并可实时反馈至生产线。通过虚拟化模型和各类生产管理应用的有机结合,将车间不同专业口的状态信息集成到统一的数据平台下,数据高度集成,实现生产流程模拟和实时优化,车间上下游整体协同,自主决策执行。智能车间智能化路径图如图 3 所示。
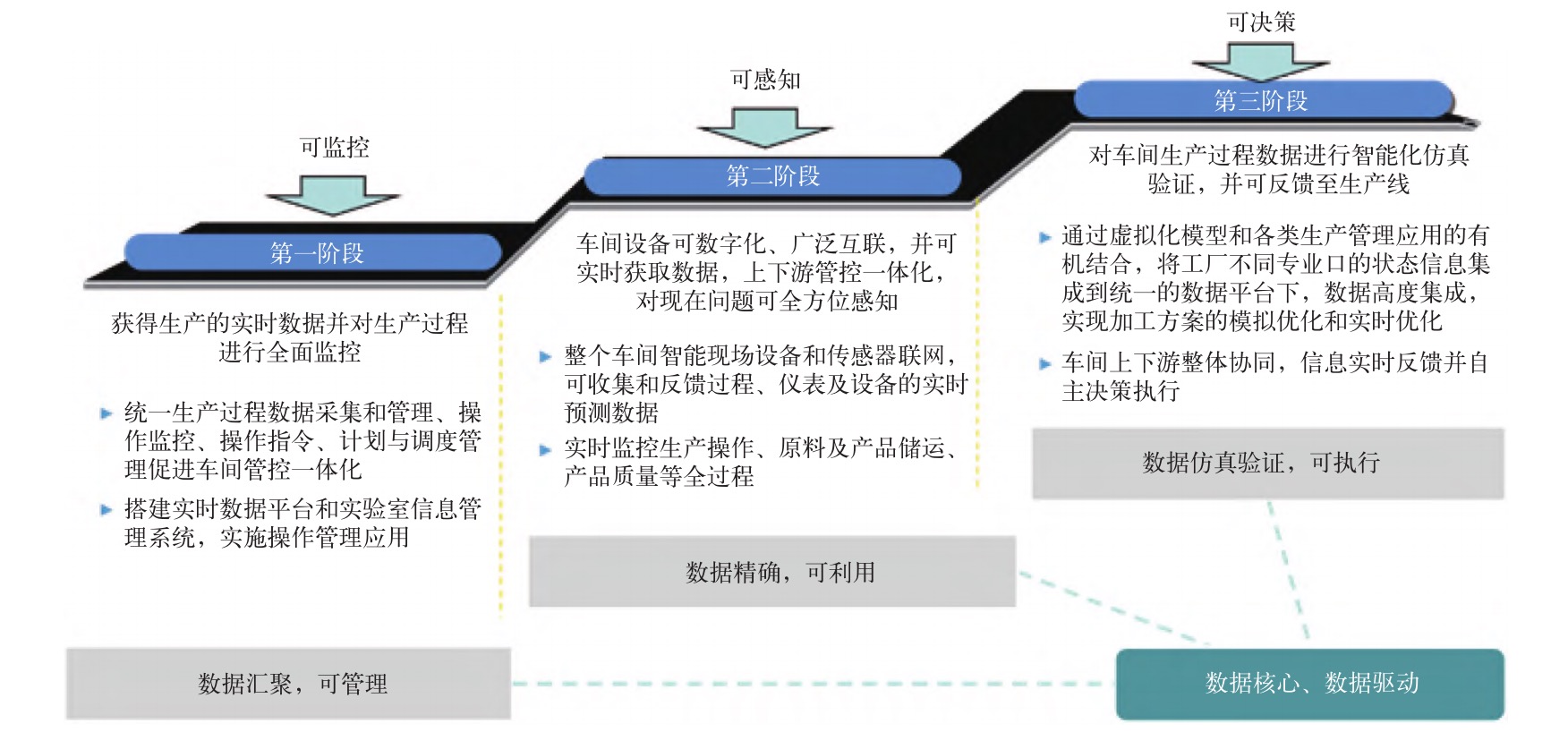
图 3 智能车间智能化路径图
4 核燃料元件企业智能车间实施
4.1 车间智能化改造及设备智能化升级
(1)车间智能化改造
车间智能改造的目的在通过对车间整体布局的规划设计、对局部生产线及生产单元的规划和设计,一是确定生产功能区,如生产区域、质检区域、仓库区;二是对物流路线和路径设计,如车间 AGV 物流机器人路线的设计、立库位置和利用定位的设计,车间物料跨层及跨建筑物流配送等设计,确保原材料、半成品及产成品的有序流动,保障生产;三是对生产线设备设置,优化生产布局和流程,使车间空间利用合理、生产安全、节拍紧凑和能源节约,提高生产效率;四是车间环境和安全,保证车间设计符合相关安全规范和环境等因素;五是人员流动线设计,确保人员和外来访客进入车间能不干扰正常生产。
(2)设备智能化升级
设备智能化升级是建设、实现智能车间的关键一步,关系到车间的智能化程度和可持续发展,一是对一些老旧设备和独生子设备的淘汰和替换,以适应智能化车间建设要求;二是对一些次旧设备进行升级,如加装传感器、仪器仪表、人机界面及数据采集接口(实际改造周期长、难度很大)等,使其能联网进行数据采集;三是引进先进、自动化、智能化的生产线和设备,使其符合车间物联网接入、动态感知和实时控制的智能化要求,实现生产过程的实时监控与决策。
(3)车间物联网系统建设
车间物联网是智能车间最为核心的基础设施之一,是连接产线与设备、设备与设备、设备与传感器、传感器与控制单元的神经中枢。一是关键、重要设备能够通过车间物联网有机互联,确保设备与设备、设备与采集系统间数据可靠通信。二是把需要采集数据或需要被感知的关键位置的传感器,如温 / 湿度、震动、压力、接近和位移等传感器连接起来。三是建立起车间级可靠的网络连接,支持数据安全、可靠传输,并为车间与车间、车间与工厂架起桥梁。
4.2 智能车间系统建设
智能车间系统是指由生产控制系统,包括 DCS(分散控制系统)、PCS(过程控制系统)、SCADA(数据采集与监视控制系统)、PDM(产品数据管理系统)、CAPP(工艺管理系统)、MES 或 MOM、APS、ERP 系统、决策分析系统等通过无缝集成,形成针对核燃料元件制造、智能协同的系统平台,其目的是通过各系统间相互协同,完成产品的按计划交付。这就要求建设系统性的智能化系统支撑,一方面车间的硬件设备须具备数据采集及与信息交换的能力,另一方面需要车间级 MES或 MOM 的支撑,向前连接 ERP 管理层,向后将智能管控层与 SCADA、DCS 等生产控制层有效地连接起来,形成整体协同,打造智能化底座,利用大数据、工业大模型、AI 机器学习自下而上动态感知,自上而下精准执行。智能车间数字化架构图如图 4 所示。
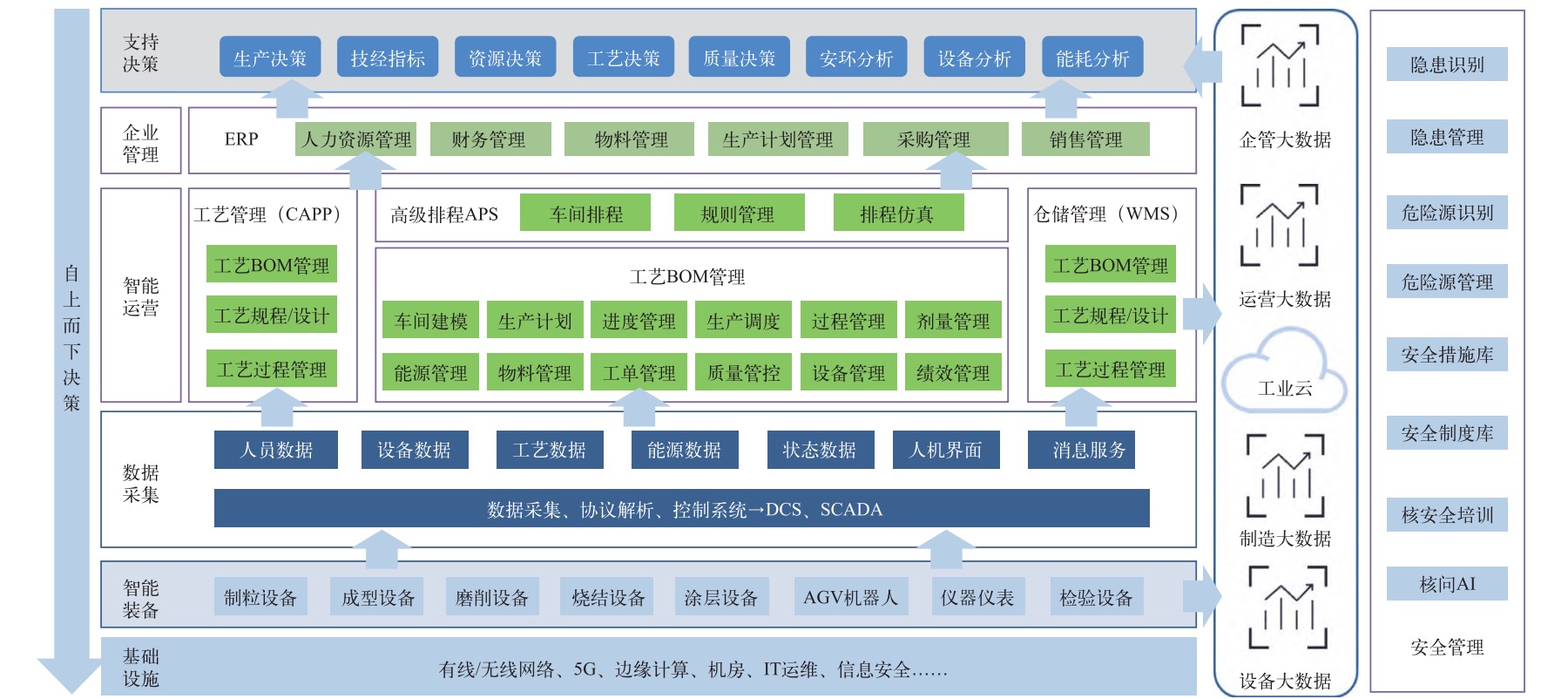
图 4 智能车间数字化架构图
(1)车间智能装备层
智能装备层由核燃料制造专业设备如化工设备、制粒设备、成型设备、磨削设备、烧结设备、涂层设备、仪器仪表、AGV 运输机器人、检测设备及其配套传感器通过车间物联网形成泛在互联,并与智能控制系统 DCS、PCS、SCADA 系统通过车间服务总线集成,是核燃料元件生产制造的主要基础设施和生产工具,是智能车间感知的对象和神经末梢。
(2)数据采集层
数据采集层由 DCS、PCS、SCADA、实时数据库、人机界面、消息服务及状态监控系统组成,是由底层装备层按照关联性形成的自治控制单元,是企业生产车间对工艺过程每个生产环节产生的数据采集和管理工具,是智能车间数据采集和数据汇聚的中枢神经。
(3)智能运营层
智能运营层是智能车间的核心,由 APS、PDM、CAPP、MES 或 MOM、WMS(车间物流系统)组成,芯块制造和元件组装车间承接企业管理 ERP 系统对车间下达的生产计划,一般由生产调度系统对其细化分解后,传送给 APS 进行生产排程,下达执行指令给 MES 或MOM,MES 或 MOM 依据排程计划选择工艺,并通知仓库派料开始生产,MES 包括生产进度管理、生产调度、物料管理、绩效管理、生产过程管理、工艺管理、质量管理和剂量管理等,这些管理之间相互协同、相互配合,解决材料计算、计划排序、调度、物料跟踪、质量判定、动态优化、数据通信等并反馈结果给企业管理层 ERP。
(4)企业管理层
企业管理层为工厂层面的管理系统,以客户订单需求为驱动形成车间生产计划,保障人力、产品主要物料及备品备件等保障性资源,智能运营层负责向企业管理层反馈生产计划完成情况、能源消耗、产品质量、生产状态、产品库存及交付进度等。
(5)决策支持层
智能决策层依据生产过程中自下向上反馈的高质量数据,在工业大模型的支持下,综合分析制度、规范、知识、经验等,通过大数据算法和模型,对生产制造过程自上而下进行生产、资源、工艺和质量方面的优化决策,在授权情况下可对车间进行自主优化决策。
(6)安全管理层
安全是核工业的生命线,是核工业生存和发展的根基。核燃料元件制造是核燃料循环非常重要的一环,安全管理贯穿于制造过程的始终,保障核设施“稳妥可靠、万无一失”,是核燃料元件制造企业的特色,其涵盖隐患识别、隐患管理、危险源识别、危险源管理、安全措施库、安全制度库、核安全培训和核问 AI 等,其中核问AI 把核安全文化元素植入大数据库,使核燃料元件制造车间工作人员通过核问 AI 做到凡事有章可循,凡事有据可查,以保障生产过程安全可靠运行。
4.3 智能车间实施保障及人才培养
智能制造事关企业发展战略和未来,投资大、周期长,涉及企业各领域、各部门的方方面面,是一把手工程,人才是关键。一是核燃料元件企业领导要高度重视生产智能化工作,切实加大对智能制造方面的资金投入和人员保障。二是主管智能车间的分管领导和负责人,要增强对数字化、智能化的感知能力,主动学习应用智能化技术手段,引进培养智能化专业人才。三是号召企业全员参与,献智献策,共同探索创新智能车间的生产模式和应用场景,大力推动核燃料元件制造向智能可感知、可决策的方向发展,引领行业发展。四是发挥校企合作与企业间人才交换培养等多种途径,培养既懂信息化、智能化,又懂业务的复合型人才,并辅以考核和激励等措施。
5 未来发展趋势及建议
近年来,在国家的日益重视和企业的努力下,我国制造业智能化程度日益提高,已培育出众多的智造标杆企业和灯塔工厂。党的二十大以来,中国智能制造发展规模和水平得到快速提升,进一步推动制造业高端化、智能化发展新格局,促进了数字经济与实体经济的深度融合。在新时代新质生产力因素驱动下,企业智能制造呈现出五大趋势:一是在新技术和数据双轮驱动下的智能制造场景创新,推动产品工艺流程重置优化,整体协同,提升效率;二是增材制造和减材制造颠覆传统制造,降低成本,提升质量;三是使工业产品制造从硬件(产线、设备)定义向软件定义转变,产品生产柔性提升;四是在大数据、算法、模型推动下的系统自主决策将日趋成熟,发挥重要作用;五是市场多元化需求和企业竞争,推动个性化定制与柔性制造覆盖产品全价值链各环节。
我国核燃料元件制造企业数量较少,市场竞争不充分,计划性较强,智能车间建设很大程度上依赖于国家政策和上级部门的要求,同时由于核燃料元件生产企业智能车间建设软硬件投入大、周期长、见效慢,推广经济性差,一定程度上阻碍了核燃料元件制造企业智能化进程。一是建议我国的核燃料生产企业在智能化升级方面能强强联手,统筹规划,形成核燃料生产企业智能工厂根云,为数智化转型和走出国门夯实基础。二是建议核燃料企业加快研究 5G、AI、大模型、区块链和移动应用等新技术应用,协调解决好新技术和保密之间的关系,引领行业努力创造“将来的、先进的”,以引领着姿态出现在国际核燃料元件制造行业舞台。三是面对新一轮科技革命和产业变革加速演进的时代浪潮,核燃料元件制造业数智化才能赢得竞争、赢得未来。
随着我国 ESG 战略的加快实施,我国国内核电的装机量将会呈爆发式增长趋势,作为“核电粮仓”的核燃料元件厂必将迎来下一轮“黄金岁月”,核燃料元件制造行业必须适应新的发展形势,充分利用政策优势,预判性加速推进智能工厂和智能车间建设,做到核燃料元件制造行业有根云、企业有智能底座、车间有智能样板,见样学样,树立标杆,紧跟智能化发展趋势。
原文刊载于《智能制造》 2025年第3期 作者:中核核信信息技术(北京)有限公司 李建平 武渭斌 李娟 刘宝杰
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式
中小企业数字化转型框架与总路线图