导语:深入剖析其数字化设计架构与智能化管理体系结合SCADA 系统集成大数据平台构建及智能化应用场景建立了面向家电制造的数字化转型模型
工业物联网作为第四次工业革命的外在表现形式,在各国战略发展布局中受到高度重视,智能制造、工业 4.0、工业互联网、制造业创新 3.0 等孪生概念被相继提出。在工业 4.0 与“中国制造 2025”战略推动下,制造业数字化转型成为提升核心竞争力的关键路径。家电行业作为典型的离散型制造领域,面临产品迭代加速、客户需求个性化、成本控制严苛等挑战,亟需通过数字化技术实现生产要素的高效协同。电器工厂作为全球家电制造的标杆企业,其数字化设计与智能化管理实践为行业提供了重要参考。研究其系统架构与应用模式,对探索离散型制造业的数字化转型路径具有理论与实践双重价值。
随着人工智能的发展,在企业日常生产经营中,AI为企业生产增速、降本增效提供了强有力的支持。然而,人工智能技术从理论算法的研究到最终商业落地,整个流程复杂且周期长。从技术创新到模型实际应用链路冗长,训练流程和最终模型落地割裂,严重制约了 AI 技术的落地发展。冗长的链条迫切需要通过平台实现一体化的整合,并将工具标准化,以加速研发落地迭代。

1 电器工厂数字化设计架构
在数字化转型的浪潮席卷全球之际,传统制造业正经历着一场深刻而全面的变革,其核心生产要素逐步从物理形态向数字化形态蜕变,开启了制造业智能化的新篇章。自动化生产线与工业机器人作为智能制造的核心载体,以高精度、高效率、高可靠性重塑着传统制造格局。它们不仅承担着复杂的生产任务,更作为数据采集终端,实时输出生产全流程数据,驱动制造业数字化转型。随着制造业务全面数字化,工业数据呈指数级增长,为智能制造系统的高效运转提供数据支撑,成为制造业智能化升级的关键基石。
大数据、人工智能等前沿技术的突破与融合应用,为挖掘工业数据的深层价值提供了强大的技术支持,通过高效的数据处理与分析能力,将海量、复杂、多维度的工业数据转化为有价值的信息和知识。而人工智能技术则利用机器学习、深度学习等先进技术,对工业数据进行深度挖掘与智能分析。深度学习平台的本质是提供将数据转换为 AI 模型的服务,旨在帮助用户建立模型和提供效果定制。可通过提供可视化的任务编排界面,实现对训练过程的编辑管理,降低深度学习全生命周期管理难度。通过技术的结合应用,制造业能够实现对生产过程的精准控制、优化调度与智能决策,向更加精准化、高效化、智能化的方向发展。
1.1 数字化设计架构的核心创新点
电器工厂数字化设计架构突破了传统设计边界,通过多技术融合搭建动态数据交互平台,以模型驱动与智能算法实现设计流程的自动化迭代、全生命周期协同优化,重塑行业创新范式。
首先,数字化设计架构实现了全流程深度集成,彻底打破了传统设计环节间的“信息孤岛”,构建了从市场洞察、概念设计、详细设计、仿真验证、工艺规划直至生产准备的无缝数据流,极大缩短了产品上市周期(TTM)。
其次,架构的核心驱动力在于数据驱动决策,通过将大数据分析与人工智能(AI)深度融入设计流程,推动设计决策由经验主导向数据驱动与模型驱动的转变,显著提升了设计的科学性与精准度。
最后,架构具备优异的开放性与可扩展性,基于工业互联网平台构建,能够便捷地集成新兴技术(如更先进的 AI 算法、AR/VR 设计评审)并扩展新的应用场景,保障了技术体系的持续进化能力。
这些创新点共同作用,不仅优化了设计流程本身,更大幅提升了设计效率与质量,显著降低了成本与风险,并为后续工厂的智能化管理奠定了坚实可靠的产品数字化基础。
1.2 五层系统架构设计
在工业 4.0 与智能制造浪潮下,电器工厂依托工业互联网平台技术优势,创新构建符合离散型制造特征的数字化管理架构。电器工厂采用“设备—采控—管理—企业—决策”五层架构(如图 1 所示),以工艺集成设计为核心,构建全要素、全流程的数字化管理体系。
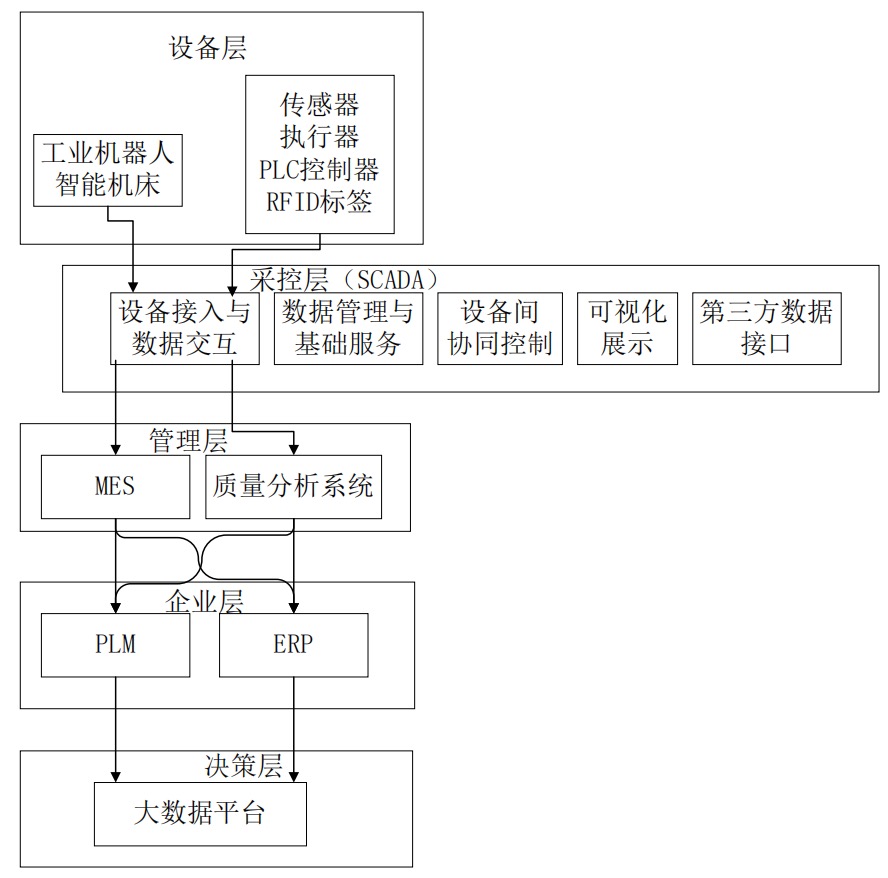
图 1 五层系统架构设计图
(1)设备层。包含生产线上的各类智能装备(如工业机器人、智能机床)、传感器及执行器,负责生产数据的实时采集与物理执行,是数字化系统的底层物理基础。
(2)采控层(SCADA)。采用对象化、层次化结构设计,实现设备接入与数据交互、数据管理与基础服务、设备协同控制、可视化展示及第三方接口五大功能,是数据互联互通的核心枢纽。
(3)管理层(MES、质量分析系统)。通过制造执行系统(MES)实现生产计划调度、工艺执行监控 ;质量分析系统则对全流程质量数据进行实时分析,确保过程质量可控。
(4)企业层(PLM、ERP)。 产品生命周期管理(PLM)系统整合产品设计数据,企业资源计划(ERP)系统管理原料采购、库存及财务流程,实现企业级资源的协同优化。
(5)决策层(大数据平台)。通过自主开发的洗衣机生产大数据平台,集成全链条数据并进行深度分析,支撑产购销平衡、供应链管理等战略决策。
智能化实现的核心路径在于构建一个闭环的数据优化体系。这一体系以数据采集为起点,通过传感器、RFID、物联网等技术手段实时获取生产现场的数据信息;以模型构建为桥梁,利用大数据分析与人工智能技术构建出符合实际生产情况的数学模型;以数据分析为手段,对采集到的数据进行深度挖掘与智能分析;以智能决策为目标,根据分析结果自动调整生产参数、优化生产流程、预测未来趋势。这四个关键环节紧密衔接,协同作用,形成了一个完整的数据优化闭环体系,实现了对生产过程的全面感知、深度分析与智能控制。
1.3 系统集成原理与数据交互机制
电器工厂智能化建设以工艺集成设计为核心枢纽,基于标准化接口与协议,实现 SCADA、质量分析系统、MES、PLM、ERP 等系统与大数据平台的深度集成。通过数据交互机制,各系统将产品设计、原料采购到客户管理等全流程数据实时传输至大数据平台,由平台统一存储、分析与处理 ;基于数据分析结果反向优化各系统业务,达成产购销平衡、供应链协同与成本精准核算,最终实现物流、人流、资金流、信息流的全方位动态管理,有效提升企业市场响应速度、成本控制能力与服务水平。
1.3.1 SCADA 系统集成模型
数据互联互通的核心是采用 SCADA 系统,实现设备接入与数据交互、数据管理与基础服务、设备间协同控制、可视化展示以及与第三方软件数据接口五个方面的集成功能。
SCADA 系统作为数据交互核心,其集成原理如式(1)所示 :

式中,S 表示 SCADA 系统整体功能集合 ;E 为设备接入模块(Equipment Access),负责不同协议设备的标准化接入;D 为数据管理模块(Data Management),实现数据采集、存储与预处理 ;C 为协同控制模块(Collaborative Control),基于数据实现设备间的联动控制 ;V 为可视化模块(Visualization),通过 HMI界面展示实时数据 ;I 为接口模块(Interface),实现与 MES、ERP 等上层系统的数据交互。
1.3.2 数据互联互通流程
工厂数字化设计与智能化管理的数据互联互通流程以多源异构数据采集为起点,通过物联网传感器、智能设备、业务系统等终端实时获取生产设备运行参数、产品质量检测数据、供应链物流信息等数据。采集后的数据经边缘计算设备进行初步清洗与压缩,利用 5G、工业以太网等高速网络传输至数据中台。在数据中台,采用标准化数据接口和统一的数据协议,打破不同系统间的数据壁垒,完成数据的格式转换、语义对齐与深度整合。整合后的数据依据应用需求,一方面为工厂数字化设计环节提供全生命周期数据支撑,助力产品仿真优化与工艺设计 ;另一方面赋能智能化管理,通过数据分析模型与人工智能算法驱动生产调度优化、质量预测控制、设备故障预警等决策,最终形成“采集—传输—处业务流程间的无缝流转与价值释放。
数据从设备层到决策层的流转遵循以下逻辑(如图2 所示)。
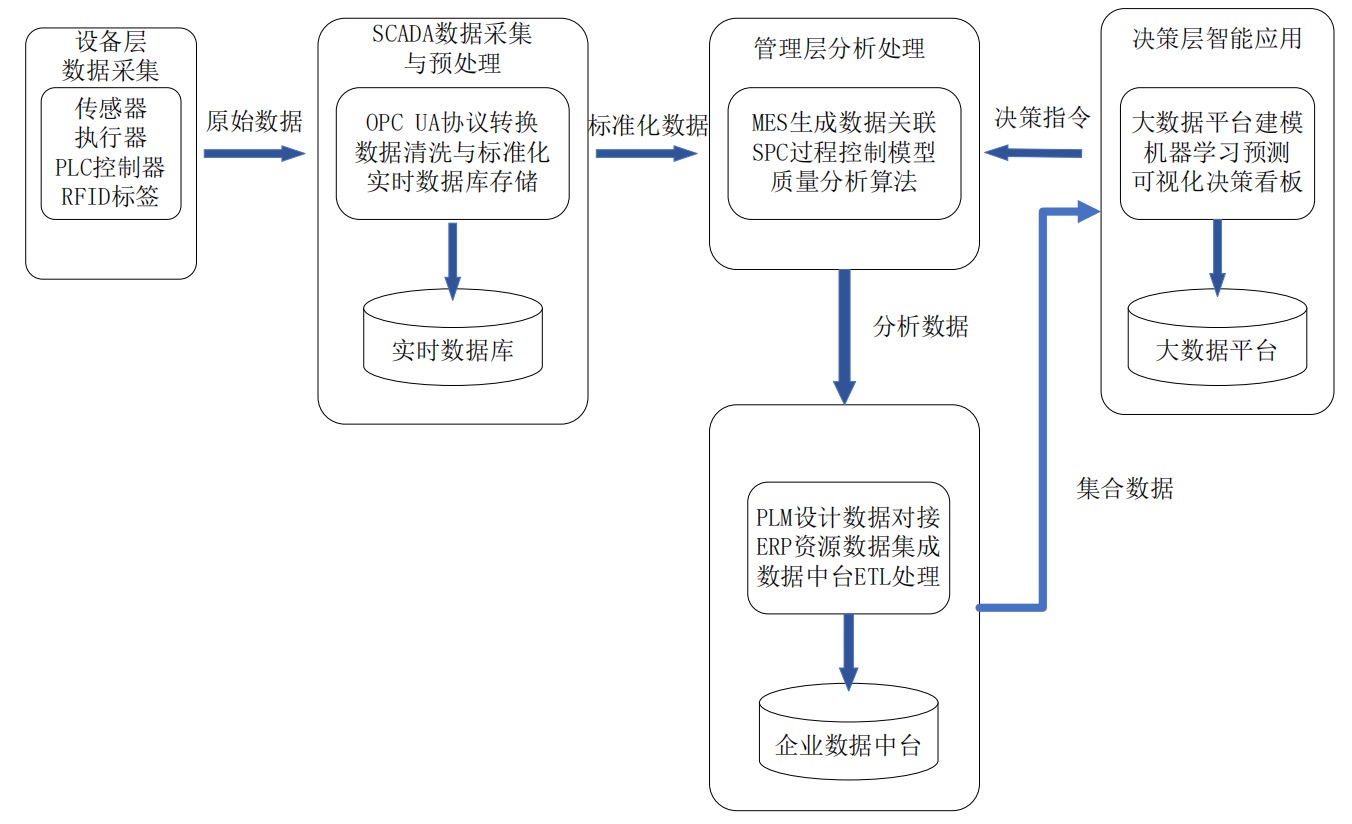
图 2 数据互联互通流程图
数据的互联互通是激活智能制造效能的关键枢纽,它打破了不同系统间的“信息壁垒”,使设备、管理、业务等多源数据得以自由流动、无缝对接。通过构建标准化的数据交互协议与共享机制,各层级系统得以高效协同,让数据在流转中持续增值,最终实现从设备监控到战略决策的全链条贯通与深度融合。
(1)传感器实时采集设备运行数据(温度、转速、能耗等);(2)SCADA 系统通过 OPC UA 协议完成数据标准化采集,存储于实时数据库;(3)管理层系统(MES、质量分析)对数据进行工艺关联分析,生成生产指令;(4)企业层 PLM/ERP 系统整合设计、采购、库存数据,形成全链条信息链;(5)决策层大数据平台通过 ETL(抽取—转换—加载)技术整合多源数据,运用机器学习算法生成决策建议。
1.4 大数据平台架构与功能实现
工厂生产大数据平台采用“三层架构”。
(1)数据采集层 :通过传感器、RFID、PLC 等终端采集设备运行、生产工艺、质量检测等数据,日均数据采集量达 10TB ;
(2)数据处理层 :采用 Hadoop 分布式计算框架,通过 MapReduce 模型实现海量数据的并行处理,数据处理延迟控制在 50ms 以内;
(3)应用服务层 :基于 Spark MLlib 构建预测模型,实现产购销平衡计划、供应链成本核算等功能。其中产购销平衡模型如式(2)所示 :

式中,F为总成本 ;ci 为第 i 周期单位生产成本 ;qi为第 i 周期生产量 ;hi 为第 i 周期单位库存持有成本 ;ii为第 i 周期末库存量 ;si 为第 i 周期单位缺货成本 ;di 为第 i 周期市场需求量 ;n 为计划周期数。
2 智能化管理应用场景与技术实现
2.1 质量管理智能化
2.1.1 全流程质量管控体系
为实现质量管理智能化,该全流程质量管控体系依托电器工厂数字化管理体系,借助大数据平台与各系统的深度集成能力,打通数据壁垒,实现质量数据的实时采集、分析与反馈。通过先进的智能算法和模型,将质量管控的触角延伸至产品全生命周期,确保每个环节都能得到精准的质量把控。构建覆盖“设计—检验—制造—服务”的全过程质量智能化管理体系,其核心技术如下。
(1)智能防差错系统 :在关键工序(如电机装配)部署视觉检测相机,通过深度学习算法识别零件安装方向、扭矩值等,防错准确率达 99.98% ;
(2)统计过程控制(SPC)模型如式(3)所示 :

式中,X为样本均值;k 为标准差倍数(通常取3);σ 为样本标准差。该模型用于监控生产过程稳定性,当数据超出控制界限时自动触发预警。
2.1.2 质量追溯与用户口碑分析
通过产品唯一标识(UID)关联生产数据与用户反馈,运用自然语言处理(NLP)技术分析用户评价,将口碑数据反向导入设计端,形成质量改进闭环。
2.2 设备管理智能化
在电器工厂全业务流程数字化管理体系的基础上,设备管理智能化作为提升企业核心竞争力的重要一环应运而生。基于大数据平台实时采集的设备运行参数、维护记录等多源数据,结合 SCADA 系统对设备状态的实时监测,以及 MES 系统中设备生产负荷等信息,通过设备健康度评估模型,采用多源数据融合的设备预维护技术,构建设备健康度指数(HI),将设备管理从传统的被动维修模式转变为主动预防模式,实现设备全生命周期的智能化管控。
采用多源数据融合的设备预维护技术,构建设备健康度指数(HI),如式(4)所示 :

式中,w为第j类指标的权重(通过层次分析法AHP 确定);为第j类指标的健康度映射函数;x…为第类指标的第n个特征值(如振动幅值、温度梯度)m 为指标类别数(如机械性能、电气性能、能耗指标)。
2.3 物流管理智能化
2.3.1 订单驱动的智能配送模型
以用户订单为起点,借助物料需求计划(MRP)生成精准的原料配送指令,采用 AGV(自动导引车)与智能仓储系统,构建起“精准配送—实时库存—准时发货”的闭环管理体系。这一体系深度融合信息技术与自动化设备,通过数据驱动与智能调度,不仅实现了供应链各环节的高效协同,更是工厂在数字化设计与智能化管理转型道路上优化资源配置、提升运营效率的核心创新实践,为行业数字化智能化发展提供了可借鉴的应用范例。
订单配送的核心公式如式(5)所示 :

式中,T 配送为原料配送开始时间 ;T订单为用户订单确认时间 ;tk 为第 k 个生产工序的标准工时 ;p 为工序总数 ;∆t 为安全时间缓冲。
2.3.2 成品智能仓储系统
采用穿梭车 + 堆垛机的立体仓储模式,结合 RFID定位技术,可高效实现成品存储位置的精准定位。穿梭车与堆垛机分工明确,穿梭车负责水平方向运输,在货架巷道间快速穿梭,将成品从出入库站台运送至目标巷道 ;堆垛机则专注垂直作业,精准升降、水平移动,把成品存入对应货位或取出转运。RFID 定位技术贯穿全程,成品入库时,每个包装或托盘加装 RFID 电子标签,录入产品信息。输送线、设备及货架处的 RFID 读写器,实时采集标签数据并传输至仓储管理系统。系统结合货位状态与成品属性,智能分配存储位置,同时读写器持续追踪,保证成品准确入位,实现货位与成品信息实时绑定,极大提升仓储作业的精准度与效率,优化仓储管理。
3 实施成效与行业启示
3.1 量化成效分析
工厂基于多条自动化生产线,配合智能检测系统、设备管理系统等,实现生产车间的智能化管控。主要包括质量管理智能化、设备管理智能化、物流管理智能化和能源管理智能化。
(1)质量管理智能化 :产品设计、入厂检验、制造过程、过程控制、用户口碑等全过程的智能化管理。采用智能防差错、智能检测系统,实现过程质量零缺陷。
(2)智能设备管理智能化 :采用设备智能管理模块,实现各设备智能报警、预维护,实时监控设备性能、精度趋势及备件、安全等,保证设备处于最优运行状态。
(3)物流管理智能化 :以用户订单驱动原材料配送,成品智能存储、精准定位、准时发货。
该系统整合多维度生产数据,通过地图定位、趋势图表、指标看板等形式,动态呈现计划完成率、工程不良率、停机时长等核心运营参数,构建从生产进度到质量管控、设备状态的全景监测体系,为理解工厂数字化运营的实时数据交互与决策逻辑提供直观载体。平台核心运营数据等多维度信息通过直观的图表与地图联动,实时呈现产业运营全貌,为跨区域生产调度、资源优化配置及精准决策提供数字化支撑,推动从工厂级管理向产业级协同的进阶。
电器工厂数字化改造后,以下关键指标提升显著。
(1)生产效率显著提高。引入先进的生产设备和技术,实现洗涤电器生产的自动化、智能化,大大提高了生产效率。
(2)成本大幅降低。通过优化生产流程、提高资源利用率、降低库存成本等方式,帮助企业降低了运营成本。此外,数字化转型还可以帮助企业实现对供应链的有效管理,降低原材料采购、运输等环节的成本。
(3)产品质量明显提升。引入先进的质量控制系统和数据分析技术,实现对洗涤电器产品质量的实时监控和预警。利用大数据分析技术,对生产过程中的各种数据进行深度挖掘,找出潜在的质量问题,从而及时采取措施进行改进,提高了产品质量。
(4)创新能力增强。数字化转型帮助企业建立起了一个开放、包容的创新平台,鼓励员工积极参与创新活动。利用互联网、大数据等技术手段,收集和分析全球范围内的创新资源,为企业的创新活动提供有力支持。此外,数字化转型还可以帮助企业加强与外部合作伙伴的沟通和协作,实现资源共享和优势互补。
(5)市场份额扩大。数字化转型可以帮助企业更好地满足消费者的个性化需求,提高产品的附加值,从而提升企业的市场份额。通过提供个性化、智能化的产品和服务,企业能够吸引更多的消费者,提高消费者的满意度。
3.2 行业推广价值
五层架构与 SCADA 核心集成模式可推广至其他制造领域,其设备接入标准与数据交互机制具有行业通用性。全流程数据驱动的决策模式打破了传统制造的信息孤岛,证明了离散型制造业可通过“数字化设计 + 智能化管理”实现从规模生产到定制化服务的转型。
4 结语
电器工厂通过五层系统架构的数字化设计与全场景智能化管理,构建了家电制造领域的数字化转型标杆。洗涤电器工厂的数字化转型取得了显著的成效,在提高生产效率、降低成本、提升产品质量、增强创新能力和扩大市场份额等方面都发挥了重要作用。未来,工厂将继续加大数字化转型的力度,持续升级数字化应用,拓展数字化服务领域,加强产业链协同发展,以实现可持续发展的目标。
原文刊载于《软件》2025年6月 作者:郝兴军 杨铮
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式
中小企业数字化转型框架与总路线图