导语:以长安汽车分三期落地的智能制造数字化工艺设计管理系统完整方案为研究对象梳理项目分阶段实施路径传统工艺业务痛点
在汽车行业多品种、个性化定制、全球化多基地协同制造的行业变革背景下,传统线下分散式工艺设计模式存在数据割裂、协同低效、仿真碎片化、工艺知识无法沉淀、多车型配置管理困难等核心痛点。本文以长安汽车分三期落地的智能制造数字化工艺设计管理系统完整方案为研究对象,梳理项目分阶段实施路径、传统工艺业务痛点、基于 Teamcenter+Tecnomatix 一体化平台的整体架构、五大核心业务模块能力、超级 BOM + 组合式标准工艺创新模式,系统剖析项目实施的技术逻辑与业务价值,为国内整车企业数字化工艺平台建设提供可落地的实践参考。
一、转型背景与建设历程
(一)汽车制造工艺数字化转型
汽车产业进入大规模个性化定制时代,车型配置可达数万种,冲压、焊接、涂装、总装、发动机五大工艺专业并行开发,集团海内外多生产基地同步投产,同步工程(SE)、虚拟仿真、产线虚拟调试成为新品开发降本增效的核心抓手。传统工艺依靠人工编制纸质 / 离线电子工艺文件、线下传递 BOM、仿真工具独立运行、各基地工艺标准不统一的模式,已无法适配柔性制造、全球协同开发需求,构建统一数字化工艺管理平台成为整车企业数字化工厂建设核心刚需。

(二)长安数字化工厂三期递进式实施路径
长安汽车数字化工厂总体规划采用试点导航 — 拓展应用 — 全域覆盖三步走战略,规划周期 2014—2020 年,目标实现全专业 3D 工艺设计与虚拟验证全覆盖,完整打通 PLM 产品全生命周期数据链路:
1.一期(焊接、总装试点阶段)
依托鱼嘴乘用车及 C301/V301/S201 车型项目,聚焦焊接、总装两大工艺,完成 3D 工艺布局、产线产能仿真、PBS 物流模拟、人机工程仿真、机器人离线编程。通过仿真分析输出 40 余项产线优化方案,直接节约产线硬件投入 500 余万元,完成数字化工艺试点验证,验证仿真降本可行性。
2.二期(全工艺拓展应用阶段,2016 年2月启动)
将数字化能力拓展至冲压、涂装、发动机三大专业,新增冲压全线仿真、设备虚拟调试、整线物流运行模拟;深度落地发动机热处理单元节拍优化,通过仿真将单件生产节拍由 60s 压缩至 50s,同时搭建基础数字化工艺平台,完成软件工具能力内化、标准化工艺流程初步搭建。
3.三期(全域一体化在线设计阶段,核心建设项目)
一期、二期仅实现局部专业离散仿真,未打通产品、工艺、制造数据链路,是本次系统建设核心攻坚阶段。三期目标打造统一智能制造数字化工艺设计管理系统,覆盖全部工艺专业,解决传统工艺全流程线下作业、异地协同缺失、数据孤岛、定制车型工艺编制效率低下等系统性痛点,实现工艺从规划、设计、仿真、发布、变更到现场执行全流程线上闭环。
二、三期项目建设
方案系统梳理当前工艺开发、管理、交付全链条六大根本性短板,也是数字化平台建设的核心驱动力:
1. 产品与制造数据割裂,协同设计缺失
产品 PDM 数模、EBOM 与工艺 PBOM、产线 BOP 数据线下传递,无统一协同平台;SE 同步工程、CAE 仿真、产线模拟分析报告相互独立,无法自动关联,工艺设计依赖人工核对,新品开发后期干涉、产能瓶颈、装配可达性问题集中爆发,整改成本高。
2. 工艺设计全流程人工化,效率与一致性双低
传统工艺规程绑定单一车型配置,工艺文件、BOM、工位信息全靠手工录入、线下流转;面对数万种个性化选装配置,工艺编制、变更工作量呈指数级增长,多版本工艺文件混用、参数不一致、错漏频发,无法支撑大规模定制生产。
3. 仿真工具独立部署,仿真业务未纳入工艺闭环
冲压、焊接、机器人、物流仿真软件与工艺管理系统相互隔离,仿真结果无法自动同步至工艺文档,仿真报告线下归档,仿真分析与工艺设计、变更流程脱节,仿真经验无法沉淀复用。
4. 无统一工艺资源知识库,企业制造经验流失
工装、标准工序、标准工时 MTM、PFMEA、质量控制计划等工艺资源分散存储,新车型工艺开发重复从零设计;资深工程师工艺经验无法数字化固化,人员流动造成知识断层。
5. 缺乏全球多基地协同与集团化管控能力
集团国内、海外多制造基地生产条件、产线设备存在差异,无统一线上工艺审核平台,各基地工艺标准、作业文件不统一,新车投产质量一致性难以管控;总部与异地基地、供应商无法线上协同工艺开发与现场调试。
6. 工艺文件架构落后,无法适配柔性定制生产
原有工艺文件直接绑定整车零件清单,车型配置发生微小变更即需全量重编工艺规程。面对客户实时选配产生的海量定制车型,传统工艺模式开发周期过长,制约柔性生产线产能释放。
针对以上痛点,三期项目创新性提出平台化、组合式标准工艺(Super 架构) 解决方案,重构 BOM 与工艺文件底层数据模型。
三、基于 Teamcenter+Tecnomatix 一体化数字工艺底座
(一)顶层平台架构
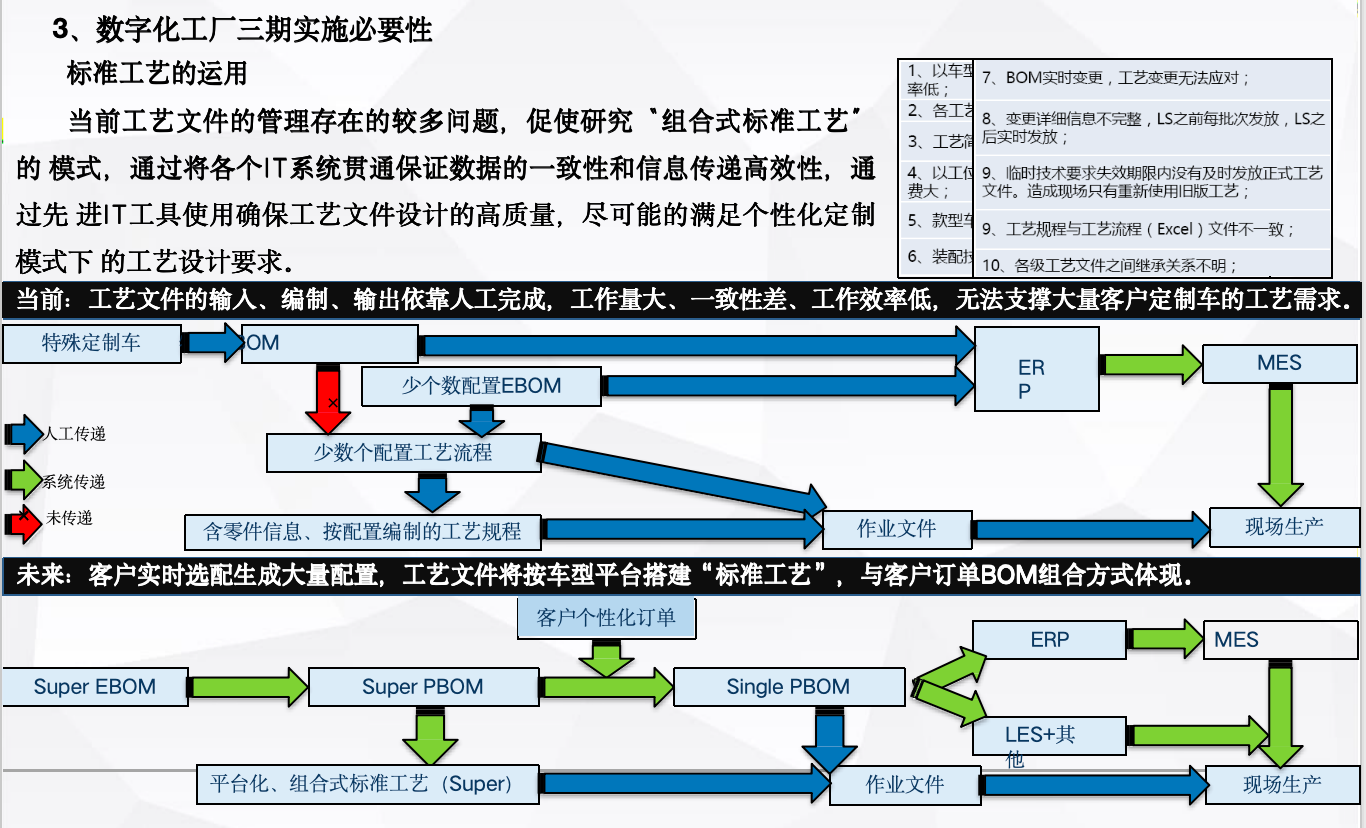
整套智能制造数字化工艺设计管理系统以Teamcenter(TCM) 为工艺数据与流程管理主平台,深度集成西门子 Tecnomatix 全系列仿真工具链,打通上游 PDM/EBOM、下游 ERP/MES/LES,构建 “产品设计 - 工艺规划 - 虚拟仿真 - 工厂制造” 全链路数字通道,分为四层体系:
1.数据底座层:PDM 全配置数字样车、Super EBOM、超级 PBOM、标准工艺 MBOP、产线 PLANT BOP 统一结构化数据;
2.核心平台层:TCM 五大业务模块(工艺管理、资源管理、仿真集成、产品项目工艺开发、产线建设工艺开发);
3.仿真工具层:Tecnomatix 套件(PD 工艺设计、PS 工位仿真、Plant 整线性能、FLOW 物流仿真)覆盖冲压 / 焊接 / 涂装 / 总装 / 发动机全专业;
4.系统集成层:向下对接 ERP、MES、LES,向上对接 PDM、CAD 设计工具,实现数据自动流转、无人工传递。
(二)创新数据模型:Super 超级 BOM + 组合式标准工艺
本方案核心技术突破是重构工艺数据架构,解决多配置定制车型工艺编制难题,对比新旧模式差异显著:
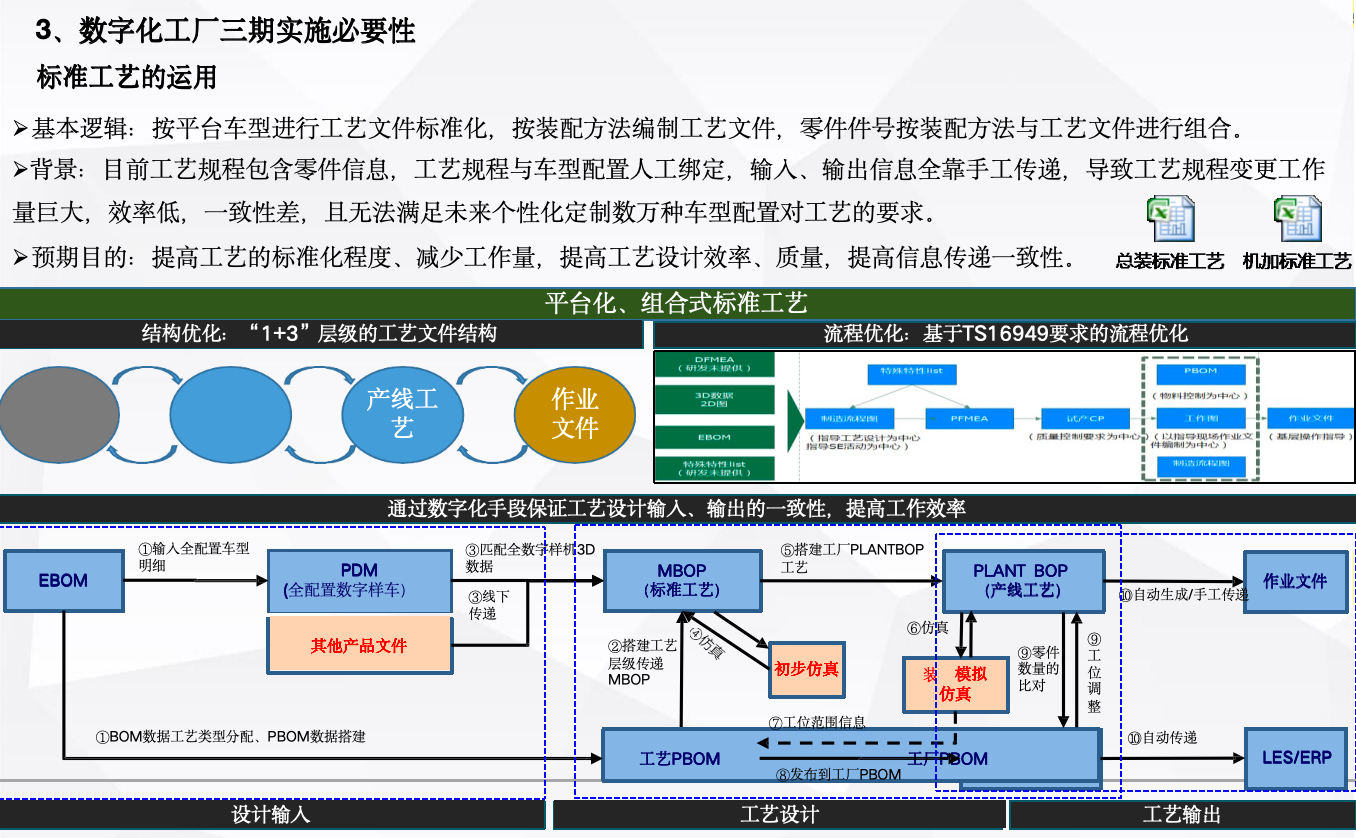
1.传统模式
单一配置 EBOM→人工编制绑定零件的工艺规程,变更全手工修改,多配置重复建工艺,数据线下传递至 ERP/MES,极易出现版本错乱。
2.数字化新模式(Super 架构)
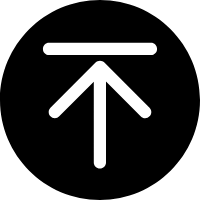
○上游输入Super EBOM(全车型超级工程 BOM),覆盖平台全部可选零部件与配置约束;
○系统自动生成Super PBOM(超级工艺 BOM),拆分通用模块与定制化模块;
○搭建MBOP 标准化基础工艺库,按平台车型、装配方法固化通用工序、工步;
○根据客户个性化订单配置,系统自动匹配标准 MBOP + 定制特殊工艺,动态生成单车型 PLANT BOP 产线工艺;
○仿真验证工位、产能、物流后,自动输出结构化作业文件,一键同步下发 MES、ERP。
底层采用 “1+3” 四层工艺文件结构优化,结合 TS16949 汽车质量体系标准化流程,实现工艺一次标准化、多车型复用,大幅降低定制车型工艺开发工作量。
四、业务模块功能
模块一:工艺管理 —— 工艺全生命周期线上闭环管控
作为平台基础支撑模块,实现工艺文档、业务流程、设计工具全在线集成,解决线下审批、版本混乱问题:
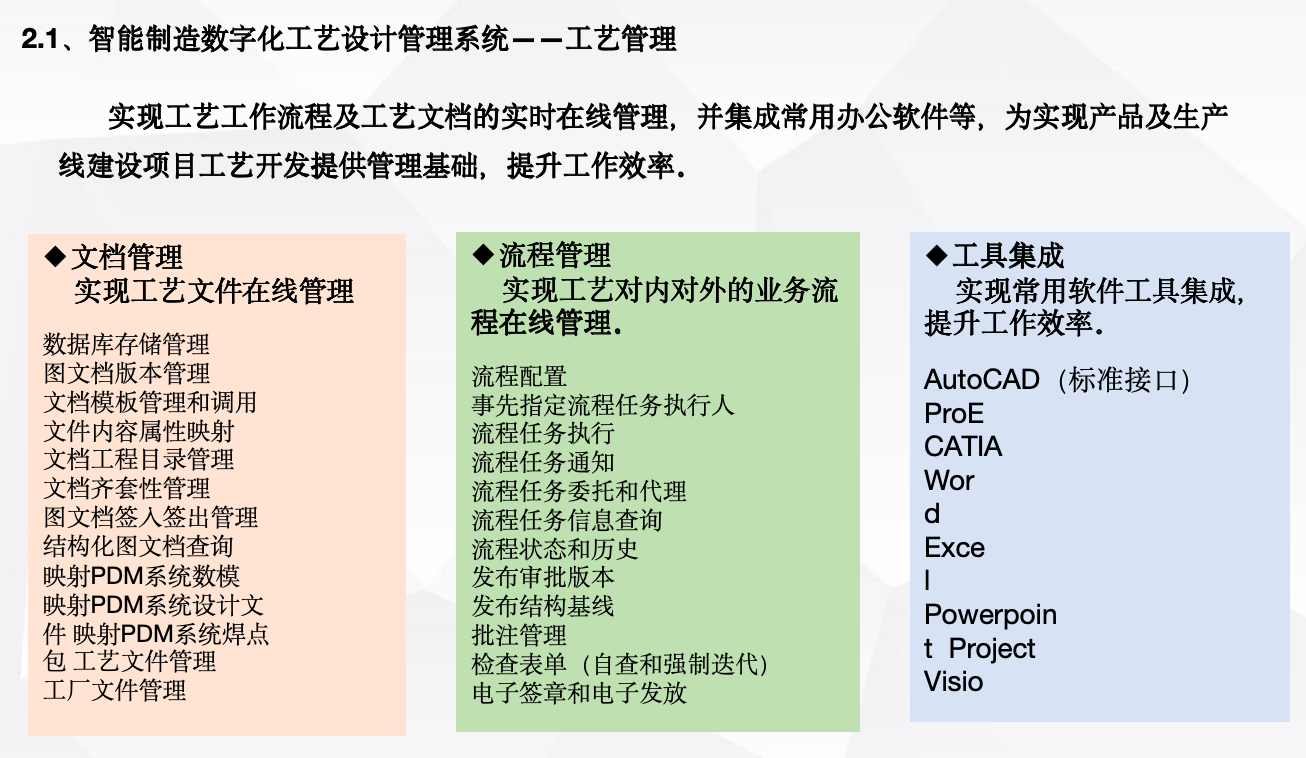
1.文档管理
数据库统一存储工艺图纸、作业指导书、SE 分析报告,支持版本管理、模板调用、3D 数模映射、文件齐套校验、电子签入签出;完整管理产品工艺、工厂工艺两类结构化文档。
2.流程管理
可视化配置工艺审签、变更、发布流程,支持任务委派、电子签章、变更历史追溯、自查强制校验,全部流程电子化流转,替代线下纸质审批。
3.工具集成
打通 CATIA、ProE、AutoCAD 三维设计软件,Office、Project 等办公工具,设计人员无需切换系统完成建模、工艺编制、报告输出。
模块二:资源管理 —— 统一制造数据资产沉淀中心
打通 PDM 与 BOM 体系,搭建企业工艺数字资源库,实现知识驱动工艺设计:
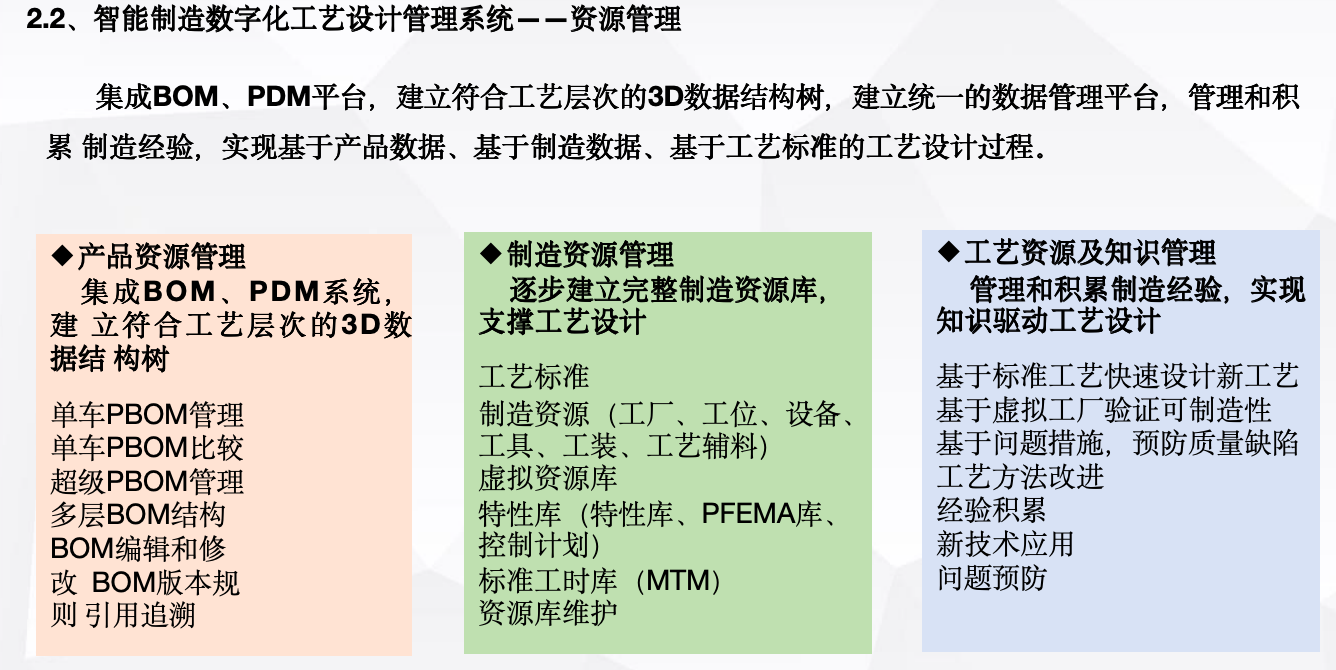
1.产品资源管理:超级 PBOM、多层级 BOM 结构、BOM 差异自动比对、版本追溯,全配置 3D 数模结构化树管理;
2.制造资源管理:工厂、工位、机器人、工装夹具、辅料、MTM 标准工时、PFMEA、控制计划全资源数字化入库;
3.工艺知识管理:沉淀成熟标准工艺、历史问题整改方案、先进制造方法,新品开发可直接检索复用历史工艺方案,实现经验数字化传承。
模块三:仿真集成 —— 全专业虚拟验证一体化平台
深度耦合 Tecnomatix 仿真工具,将仿真嵌入工艺设计流程,实现仿真 - 工艺数据双向互通:
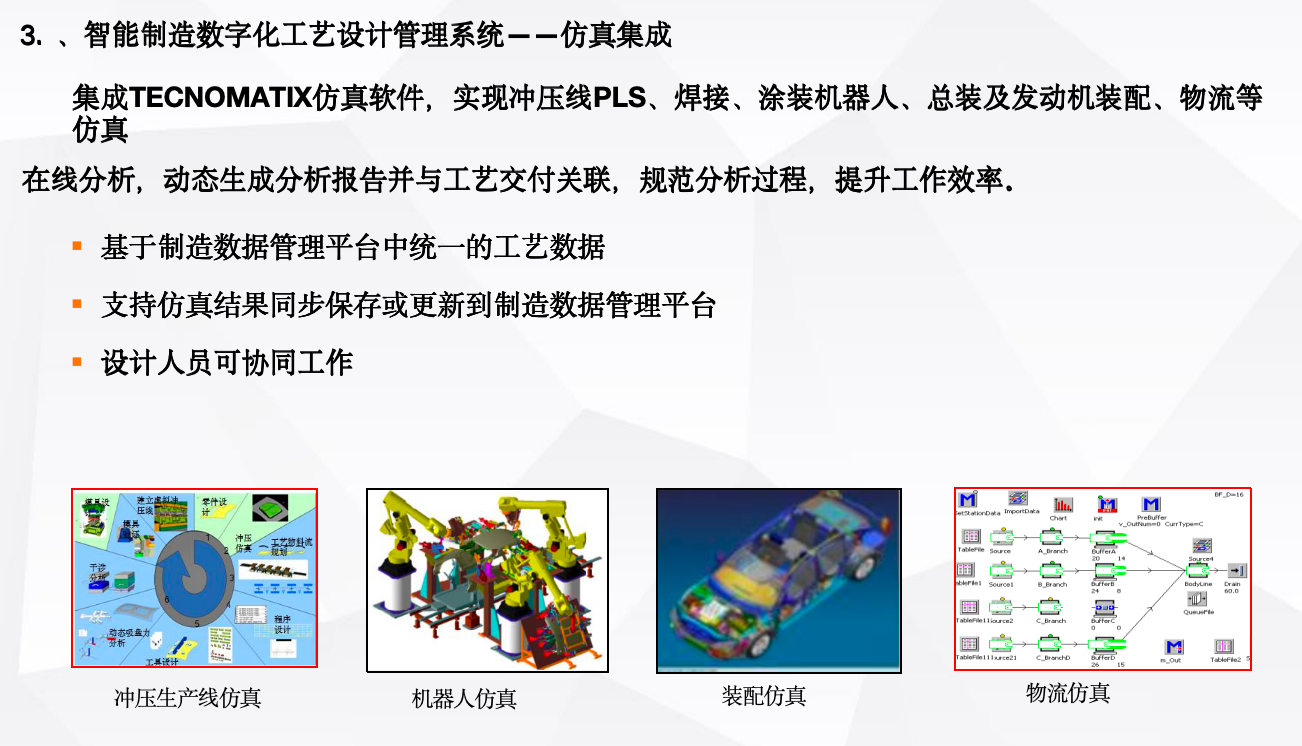
覆盖冲压线仿真、焊接机器人运动 / 焊点可达性仿真、喷涂离线编程、总装 / 发动机装配可行性仿真、人机工程、整线产能瓶颈分析、物流 AGV 动线模拟、设备虚拟调试;
核心能力:统一平台调取产品 3D 数模开展仿真,仿真报告自动关联工艺交付物,多人协同开展虚拟验证,仿真优化结果一键更新至 BOP 工艺文件,实现 “先仿真、后投产”,前置解决产线干涉、节拍不足、人机安全缺陷。
模块四:产品项目工艺开发 —— 同步工程与定制化工艺快速设计
面向整车新品开发业务,打通 SE 同步工程与工艺自动生成链路:
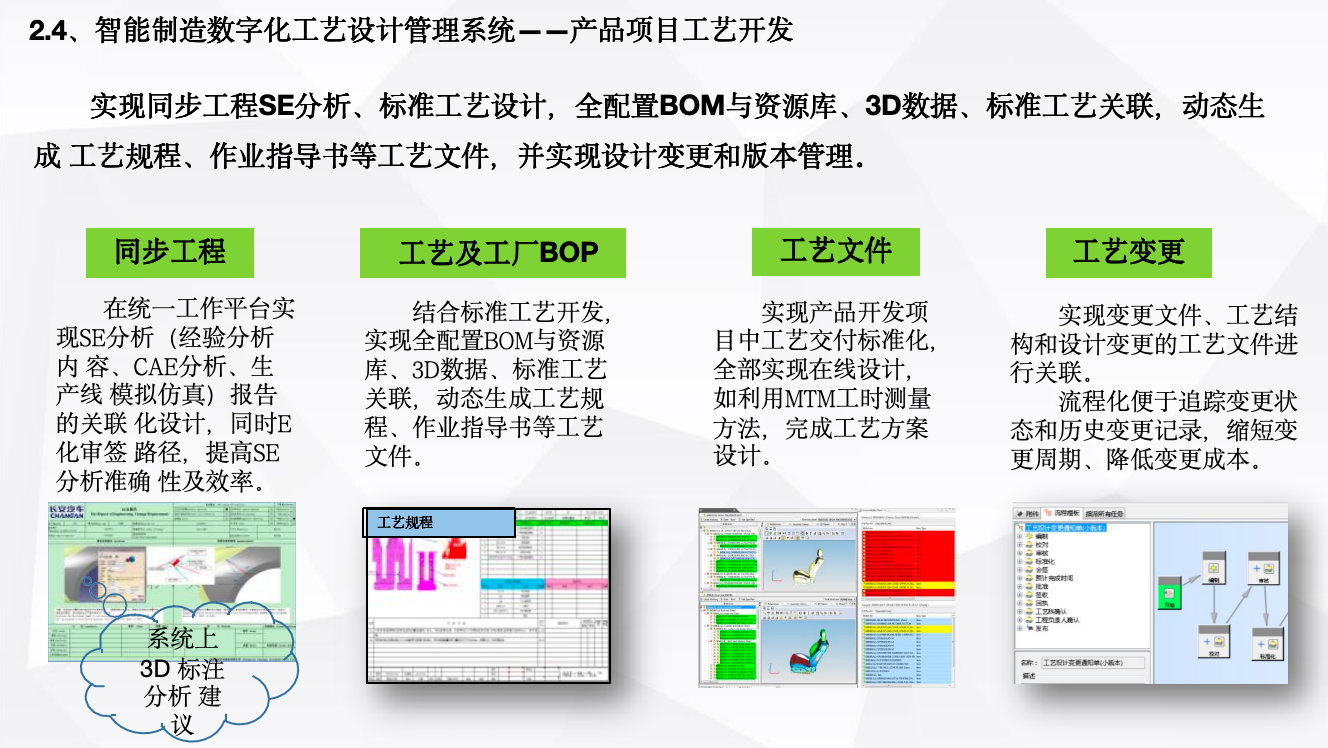
1.全流程 SE 同步工程:3D 可视化开展装配可行性、CAE、产线模拟分析,分析报告在线关联产品数模,提前识别设计制造冲突;
2.标准工艺自动生成:依托 Super EBOM+MBOP 标准工艺库,系统自动匹配零部件与工序,动态输出工艺规程、电子作业指导书;
3.工艺变更闭环管理:设计变更自动识别 BOM 差异,同步更新对应工艺结构、作业文件,完整记录变更轨迹,缩短变更周期、降低错装风险。
模块五:生产线建设项目工艺开发 —— 工厂规划与供应链协同
支撑新工厂、新产线建设全周期工艺业务:包含工厂 3D 布局规划、产线供应商协同收发包、现场调试参数线上归档、产线工艺变更管理,支持总部、异地基地、供应商线上协同办公,统一管控全球多基地产线工艺标准。
五、项目效益
方案从工艺质量、协同效率、知识重用、标准化管控四大价值维度量化数字化转型收益:
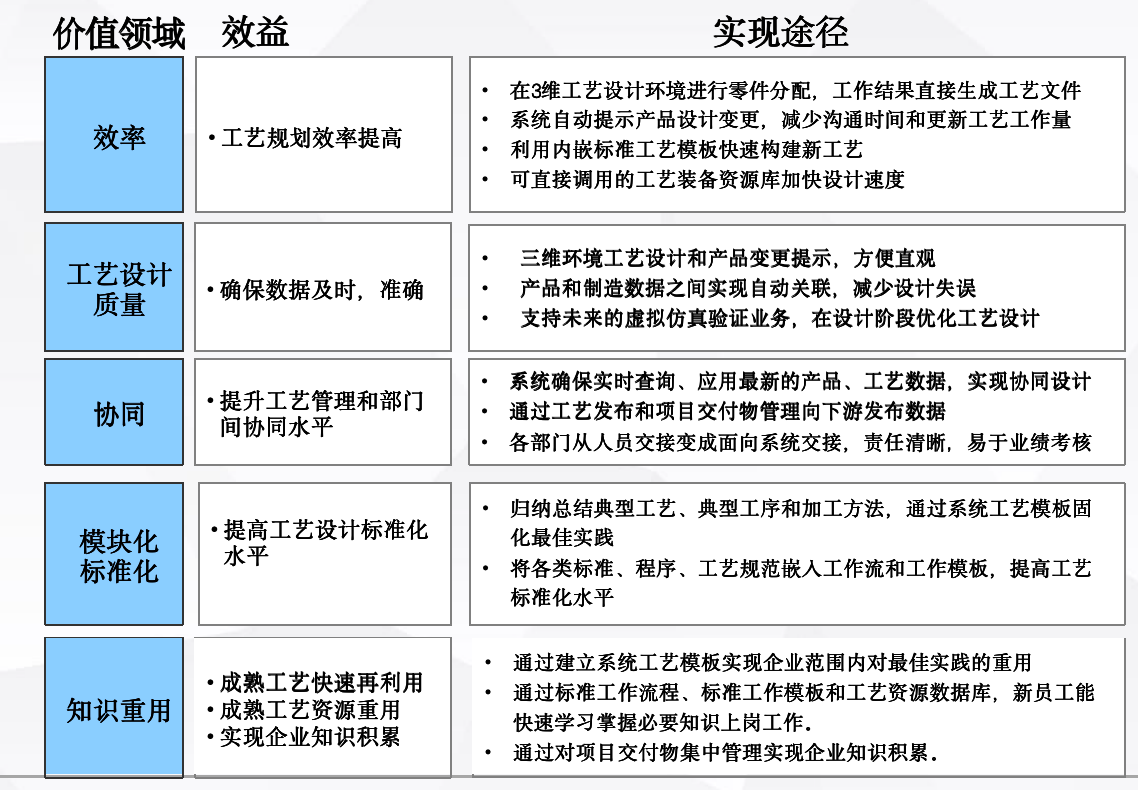
(一)工艺质量提升:数据唯一,减少制造缺陷
1.统一平台保障产品、工艺、工厂数据实时准确、版本唯一,杜绝人工传递带来的数据错漏;
2.三维仿真前置验证装配、产能、人机风险,大幅减少量产阶段工艺整改、返工成本;
3.标准化工艺、统一集团管控,海内外多基地投产车型工艺质量状态保持一致。
(二)跨域协同能力升级:打破地域、部门、系统壁垒
1.支持总部与异地基地、供应商异地协同在线设计,从线下人员交接转为系统数据交接,责任可追溯、便于绩效考核;
2.工艺数据自动向下游 ERP、MES、LES 系统分发,车间现场实时获取最新作业文件,消除信息滞后。
(三)工艺设计效率大幅跃升,适配柔性定制生产
1.3D 可视化工艺设计,系统自动识别 BOM 差异、复用标准工艺模板,新品工艺编制周期显著缩短;
2.数万种个性化车型配置无需重复新建全套工艺,依靠超级 BOM + 组合标准工艺快速组合生成专属工艺;
3.变更自动化传导,大幅削减人工修改工艺文件工作量,降低变更管理成本。
(四)工艺知识资产沉淀,实现经验可持续复用
1.标准化工序、工装、工时、问题解决方案全部入库固化,形成企业核心数字制造资产;
2.成熟工艺跨车型、跨基地复用,新员工依托标准资源库快速上手,降低人才培养成本;
3.全项目工艺交付物集中归档,实现制造经验长期积累、迭代优化。
(五)显性成本节约(一期、二期已验证)
一期焊接总装仿真落地节约产线投入 500 余万元;二期发动机热处理节拍优化提升生产产能;三期全面推广后,将进一步减少产线现场调试周期、降低工装重复开发、减少因工艺错误产生的批量报废损失。
六、落地启示
(一)整车数字化工艺平台建设核心逻辑
长安三期方案构建了一套 “分步试点、全域打通、数据驱动、仿真前置、知识沉淀” 的整车制造数字化工艺转型范式,区别于单一工具采购,其核心是重构产品 - 工艺 - 制造全链路数据模型,以超级 BOM + 组合式标准工艺解决多品种定制制造痛点,以 PLM + 仿真一体化平台实现工艺业务全线上闭环。
(二)对国内车企数字化转型的借鉴价值
1.分阶段实施降低落地风险:优先选择焊接、总装等核心产线试点验证收益,再分步拓展全工艺专业,避免一次性全域上线带来的业务冲击;
2.数据架构先行,工具集成后置:数字化转型核心是统一 BOM、工艺结构化数据模型,而非单纯采购仿真软件,Super EBOM/MBOP 标准化工艺是支撑柔性定制的底层基础;
3.工艺数字化必须覆盖全业务闭环:将 SE 同步工程、仿真、产线规划、供应商协同、现场执行全部纳入统一平台,杜绝仿真、工艺、生产系统数据孤岛;
4.兼顾集团多基地全球化管控需求:平台原生支持异地协同、统一工艺标准下发,适配自主品牌海外建厂、多车型同步投放的发展趋势。
(三)方案局限性与后续拓展方向
本方案聚焦工艺设计与仿真管理,数据向下游 MES、现场生产的实时反馈优化链路仍可进一步深化;未来可结合工业大数据、数字孪生,基于车间实际生产数据反向迭代优化标准工艺库,形成 “虚拟仿真设计 — 现场生产采集 — 数据回流优化” 的虚实双向闭环,进一步释放智能制造数字化工艺平台长期价值。
结语
长安汽车智能制造数字化工艺设计管理系统三期项目,是国内自主品牌整车厂面向大规模个性化定制、全球化协同制造的典型数字化落地实践。项目通过分阶段建设、一体化 PLM 仿真平台、创新超级 BOM 组合式标准工艺体系,系统性解决传统工艺管理效率低、数据割裂、知识流失、多基地管控困难等行业共性难题。该方案清晰证明,工艺数字化并非单一工具升级,而是覆盖产品开发、产线建设、仿真验证、现场制造、知识沉淀的全业务体系重构,可为国内整车、零部件企业数字化工厂建设提供完整可复制的实施路径与价值评估框架。
暂无评论,等你抢沙发

对话侯康选: 从“抢修”到“预防”,智能IT运维的正确打开方式
中小企业数字化转型框架与总路线图